Co je čpavková pračka?
Čpavkové pračky se používají v chemickém zpracovatelském průmyslu k odstranění nebezpečných čpavkových výparů z proudu výfukového vzduchu ze zpracovatelských závodů. Čpavkové pračky používají k vyčištění čpavkového plynu ze vzduchu chemický přípravek, jako je například zředěná kyselina sírová.
Jelikož jsou čpavkové pračky vystaveny vysoce korozivním podmínkám, jsou vyrobeny z materiálů odolných vůči korozi, jako jsou třeba plasty vyztužené skleněnými vlákny (FRP). Dalším korozivním plynem, který se používá v chemickém průmyslu, je chlor. Servisní potrubí a nádrže chloru se také vyrábějí převážně z FRP. Výhodou tohoto materiálu je, že je odlehčený a odolnější vůči korozi ve srovnání s většinou kovů řady 300. FRP je také levnější než kovy odolné vůči korozi, jako jsou například slitiny niklu anebo titan.

Obrázek 1. Odtahová věž chemického zpracujícího závodu, který vyrábí hnojiva na bázi čpavku
Výzvy při kontrole FRP s použitím ultrazvuku
Součásti čpavkové pračky vyrobené z FRP se časem opotřebují a degradují, takže jejich pravidelná kontrola je pro zpracovatele chemických produktů pro předcházení selhání systému velmi důležitá. Kontrola součástí z FRP s využitím konvenčního ultrazvukového testování (UT) představuje skutečnou výzvu, protože materiál má velký útlum a příruba má nepravidelný tvar.
Řešení využívající defektoskop OmniScan X3 a sondu DMA
Naše řešení zahrnuje sondu Dual Matrix Array™ (DMA) k provedení techniky Phased Array (PA) typu podélné vyslání-příjem (TRL) s využitím defektoskopu OmniScan™ X3. Díky této konfiguraci a nastavení, které vysílá nízkofrekvenční podélné vlny ultrazvukových svazků v širokém rozsahu úhlů, je možná kompletní kontrola těsnící plochy příruby a kuželovité plochy, které jsou náchylné ke korozi a trhlinám.
Testování řešení dvouměničové sondy Phased Array s úhlovým svazkem
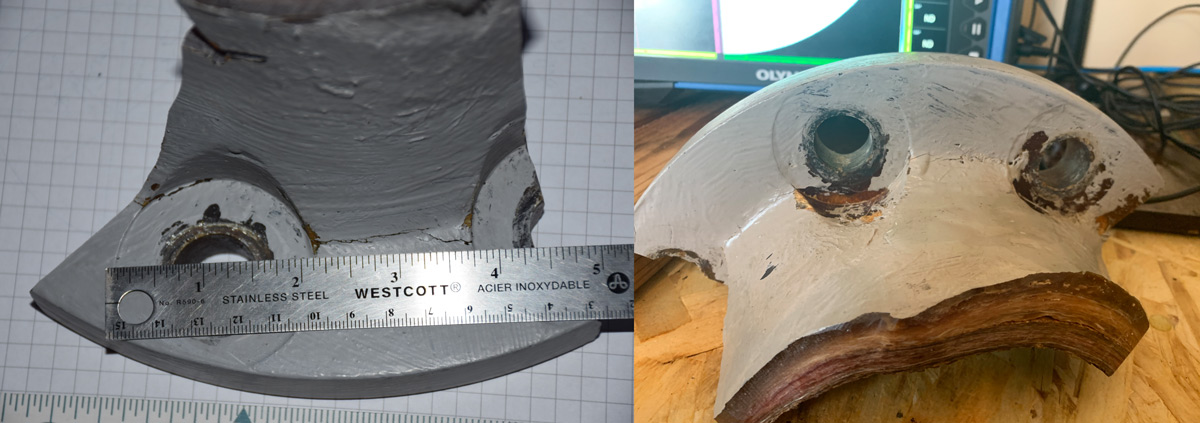
Obrázek 2. Trhlina mezi otvory šroubů ve vzorku, který je odříznutý z FRP příruby
K ověření efektivnosti našeho řešení byly jako vzorky použity části z FRP příruby s trhlinami a vnitřní korozí (Obrázek 2 – Obrázek 4). Vzorky poskytla technická konzultační firma Consultco.
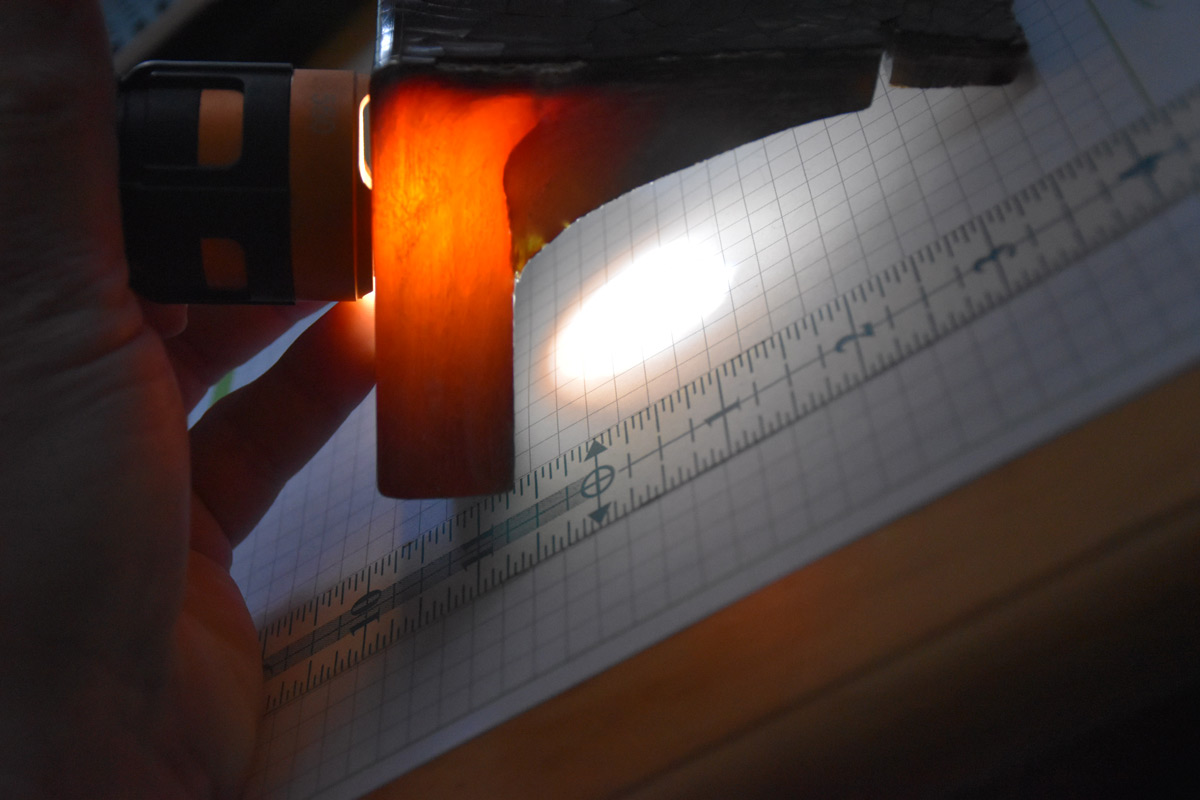
Obrázek 3. Rozsah trhlin je zviditelněn světelným zdrojem v kontaktu se vzorkem

Obrázek 4. Stav vnitřního povrchu a koroze FRP
Naše předběžné zkoušky ukázaly, že přestože je detekce vnitřní koroze možná i technikou Phased Array impuls-odraz (pulse-echo; P/E), odstup signálu od šumu (signal-to-noise ratio; SNR) byl natolik špatný, že důkladná kontrola části nebyla možná. Materiál má velký útlum a stav vnitřního povrchu příliš poškozený (Obrázek 4) a odraz ultrazvukového koncového echa k detekci vnější podpovrchové trhliny byl technikou P/E nemožný.
Technika TRL, která je také známa pod názvem „pitch-catch“ technika (tj. přijímač a vysílač), používá sondy s odlišnou sadou polí vysílače a přijímače, jako jsou naše sondy DMA. Díky DMA sondám pocházejí shromážděné signály pouze z oblasti, kde se svazky navzájem kříží. Akusticky oddělená pole generátoru impulsů a přijímače umožňují zmenšit velikost klínu bez potřeby tlumícího materiálu. To znamená, že se sonda nachází blíže k povrchu a tím pádem blíže k oblasti zájmu, což podporuje vyšší citlivost a zabraňuje útlumu, způsobenému dlouhými zvukovými cestami v klínu.
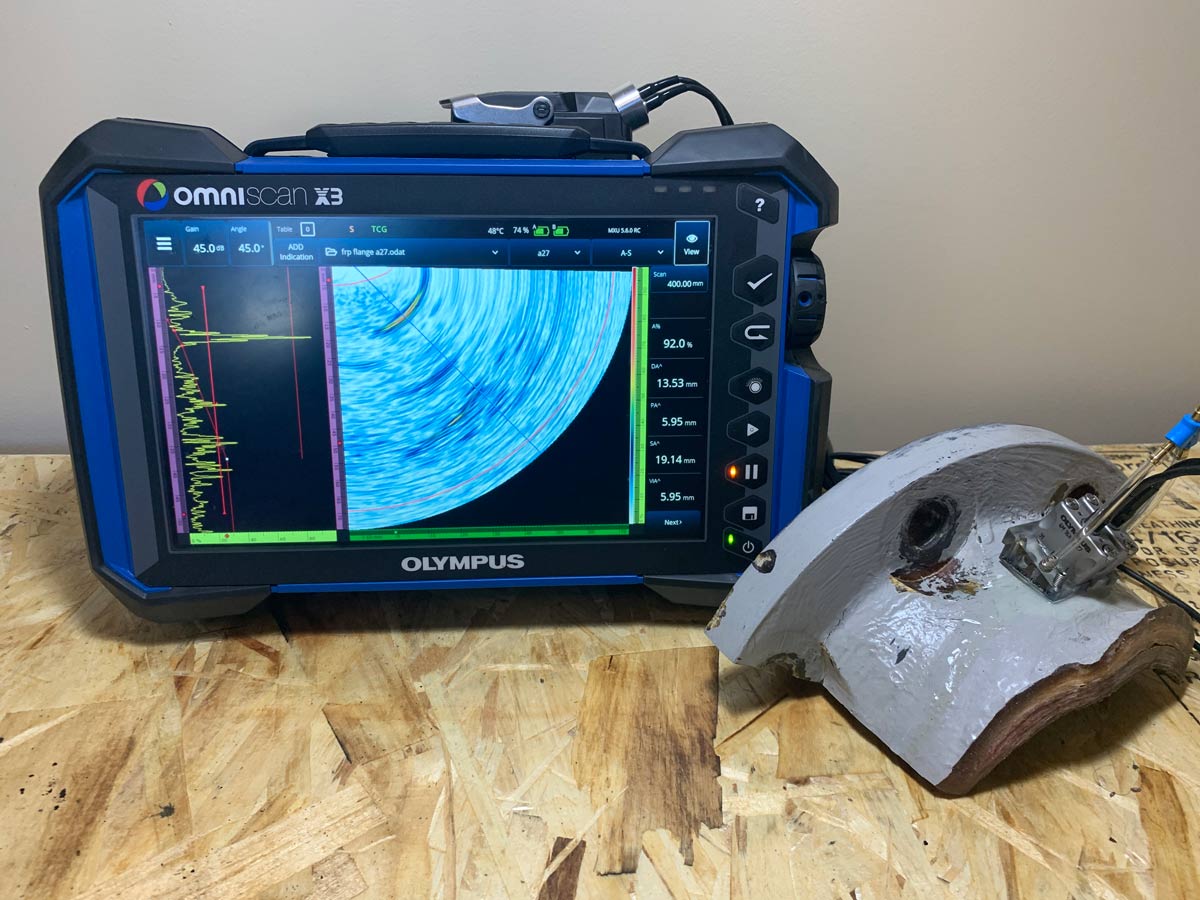
Obrázek 5. Kontrolní konfigurace zobrazující zařízení a vzorek
Použití podélných vln namísto příčných vln u DMA sondy zajistilo nižší interferenci a lepší průnik. Díky tomu vykazoval přijatý signál nižší hladinu šumu, což je klíčové při kontrolách prováděných u hrubozrnných materiálů náchylných k šumu jako je FRP.
Podrobnosti o sondě a klínu, které jsme použili:
Model sondy: sonda A27 DMA
Frekvence sondy: 4 MHz
Konfigurace měniče: 16×2 každý (pole vysílače a přijímače)
Jmenovitý úhel lomu svazku klínu: 55° podélná vlna (LW)
Strategie ostření
Pro kontrolu povrchu a detekci trhliny byla použita sonda DMA (Obrázek 5) k provedení vysokoúhlové, prvotní inspekce. Sektorový scan zhotovený technikou Phased Array byl připraven tak, aby zahrnoval i úhly, které dosáhly hodnoty až 89 stupňů. Nad hodnotou přibližně 78 stupňů se všechny A-scan svazky šířily v podstatě paralelně vůči povrchu za podélné rychlosti. S pomocí ostřicí techniky jsme mohli detekovat mělké vruby, trhliny a další vady.
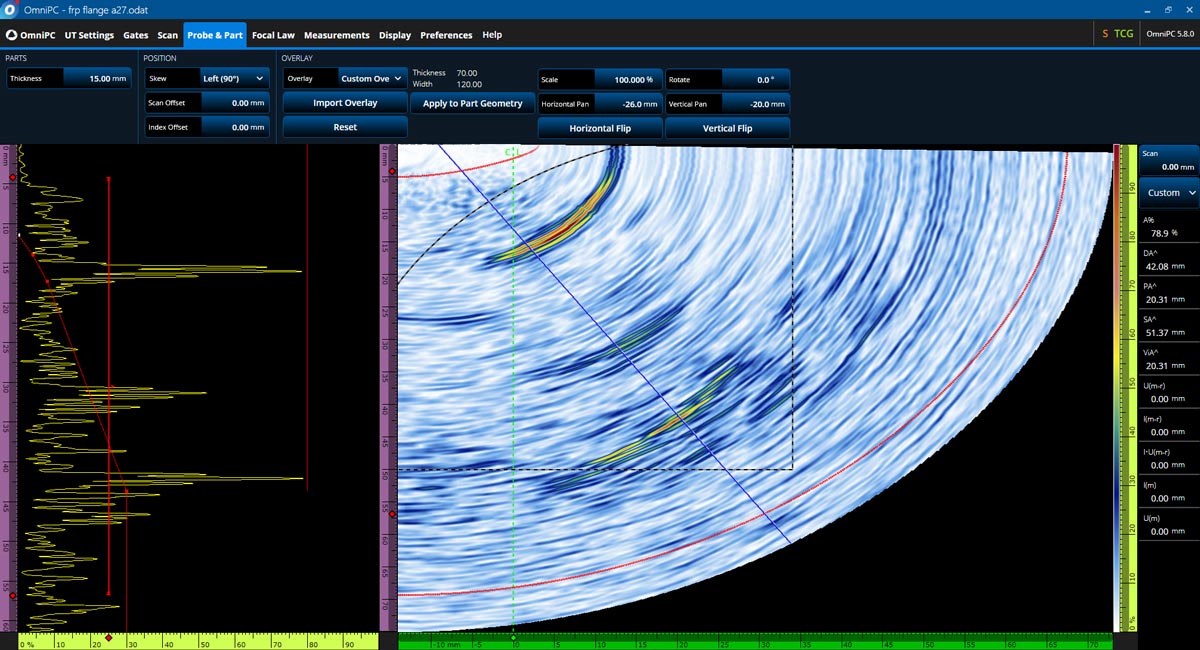
Obrázek 6. Detekce trhliny a koroze vnitřního rohu
Závěr: Požadavky na úspěšné provedení PA kontrol přírub vyrobených z FRP
S pomocí DMA sondy a konfigurace defektoskopu OmniScan X3, včetně správné frekvence sondy a strategie ostření, jsme mohli úspěšně detekovat trhliny a korozi v přírubách, vyrobených z FRP. Zobrazovací jednotka (viz Obrázek 6) má uživatelsky upravené překrytí, které je pro usnadnění analýzy navrženo tak, aby se přizpůsobilo vzorku příruby. Na základě výsledků skenování jsme mohli detekovat a vyhodnotit korozní poškození vnitřního rohu příruby i podpovrchovou trhlinu součásti vyrobené z FRP.

