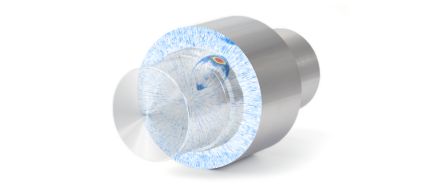
Rocket nozzles are manufactured with composite material having good structural and heat resistance capabilities. Because of the severe working environment of those parts, structural integrity has to be assured. Delaminations and inclusions have to be detected. Conventional ultrasound techniques are limited because of very bad ultrasonic penetration. The use of low-frequency transducers in pulse-echo and transmit/receive configurations combined with the use of phased-array probes ensures good inspection. A state-of-the-art mechanics with a double oblique arm and a turntable ensure reliable inspection of parts.
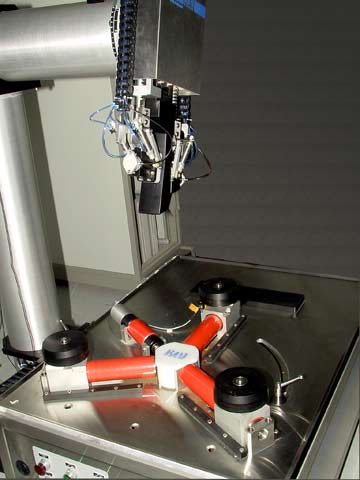
Rocket nozzle inspection system. Performance and Objectives of the Inspection
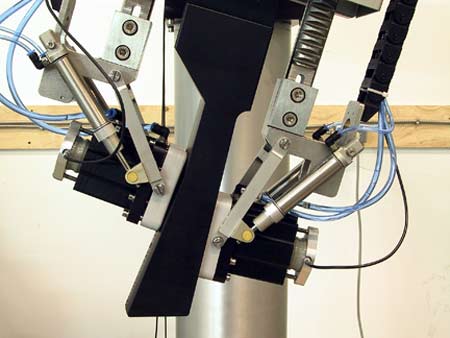
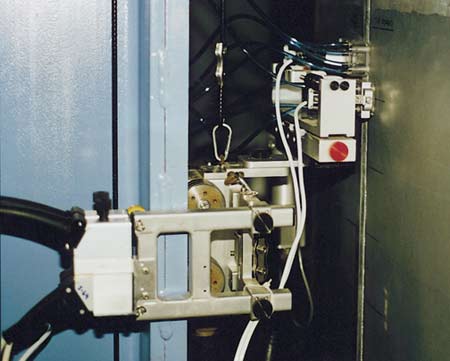
Description of the Inspection System The ultrasonic probes are mounted on the oblique vertical axis. The angle of the arm can be adjusted. The water is recirculated through the irrigation system. The loss of water is minimal. Parts to Inspect Part size Defects to Be Detected
Close-up of the probe assembly (conventional probes). Mechanical specifications:
Material Requirements
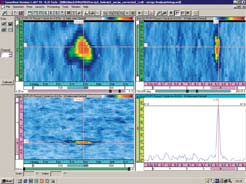
Analysis and Reporting Using TomoView Software Data Acquisition and Analysis
Phased-array probe asembly with water wedge and membrane.
Other Aerospace ApplicationsInspection of Titanium Billets Olympus has developed a phased array technique with the use of complex Fermat-shaped array probes to inspect billet size ranging from 3 to 14 inches in diameter. The use of outstanding technology as Dynamic Depth Focusing, which keeps the beam focused over a large range, sets the path for minimum beam quantity to inspect the whole billet. The detection of FBH no 2 (0.8 mm or 0.031 in.) is done according to industry requirements and detection of small holes as FBH no 1 (0.4 mm or 0.015 in.) is successful. Customized software was especially designed for this application.
Thin Welds and Friction Stir Welds
The best method to inspect FSW is to use the ultrasonic phased array technique. Because of the weld shape, raster scanning is impossible; but with phased arrays, inspection of the entire weld volume is done in a single-pass scan. Phased arrays also permit lateral scanning to detect transverse defects. Inspection angle optimization maximizes the probability of detection. The increased number of zones covered by phased arrays provides accurate flaw sizing and location. High speed,
accuracy, and versatility make phased arrays the choice technique for FSW inspection.
|
Zdroje informací
Application Notes
Back to Resources
Inspection of Composite Rocket Nozzle





Produkty použité pro tuto aplikaci
TomoView is a PC-based software for data acquisition and visualization of ultrasonic signals.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.