Přehled
Systémy ERW Off-Line používají technologii Phased Array (PA) ke kontrole svarů a tepelně ovlivněných zón (HAZ-Heat Affected Zone)) trubek svařovaných elektrickým odporem (ERW) používaných v ropném a plynárenském průmyslu pro trubkové zboží (OCTG-Oil Country Tubular Goods) a potrubí. Dvě sondy PA umístěné z každé strany svaru zajišťují úplné pokrytí svaru a HAZ při konstantní amplitudě.
Přísná kontrola kvality svaru a HAZ na výrobní lince potrubí ERW
Vysoce kvalitní sondy Olympus PA jsou integrovány do našich plně automatizovaných testovacích systémů ERW Off-Line, aby splňovaly přísné požadavky na kontrolu svarů i mezinárodní normy pro výrobu trubek. Automatizované systémy lze instalovat kdekoli ve výrobním procesu a flexibilní možnosti konfigurace nabízejí výrobcům řešení, která vyhovují jejich potřebám. Systém kromě tepelně ovlivněné zóny (HAZ) kontroluje vnitřní a vnější povrchy svaru v trubkách ERW s vnějším průměrem v rozmezí od 60,3 mm do 660,4 mm. Následující typické vady ve svaru jsou detekovány pomocí specializovaného systému kontroly svaru:
- Podélné trhliny
- Průchozí otvory (Through-drilled holes, TDH)
- Laminační vady v HAZ (až 25 mm na každé straně svaru)
Nejdůležitější prvky automatizovaného řešení off-line ERW na klíč
- Kompletní pokrytí svaru a HAZ je zajištěno sondami Phased Array skenujícími při konstantní amplitudě
- Automatické sledování svaru a umístění živé sondy (pro určité konfigurace)
- Automatická polohovací centra sondy se svařovacím vedením před kontrolou
- Závislost na dovednosti operátora je minimalizována
- Snadné a rychlé přepínání pomocí přednastavených držáků sond a uložených instalačních souborů
- Inspekci svaru lze kombinovat s inspekcí celého těla, aby byly splněny všechny potřeby pomocí jednoho systému
Moûnosti konfigurace
K dosažení off-line kontroly ERW (elektrické odporové svařování) podle vašich potřeb a specifikací je k dispozici několik konfigurací systému.
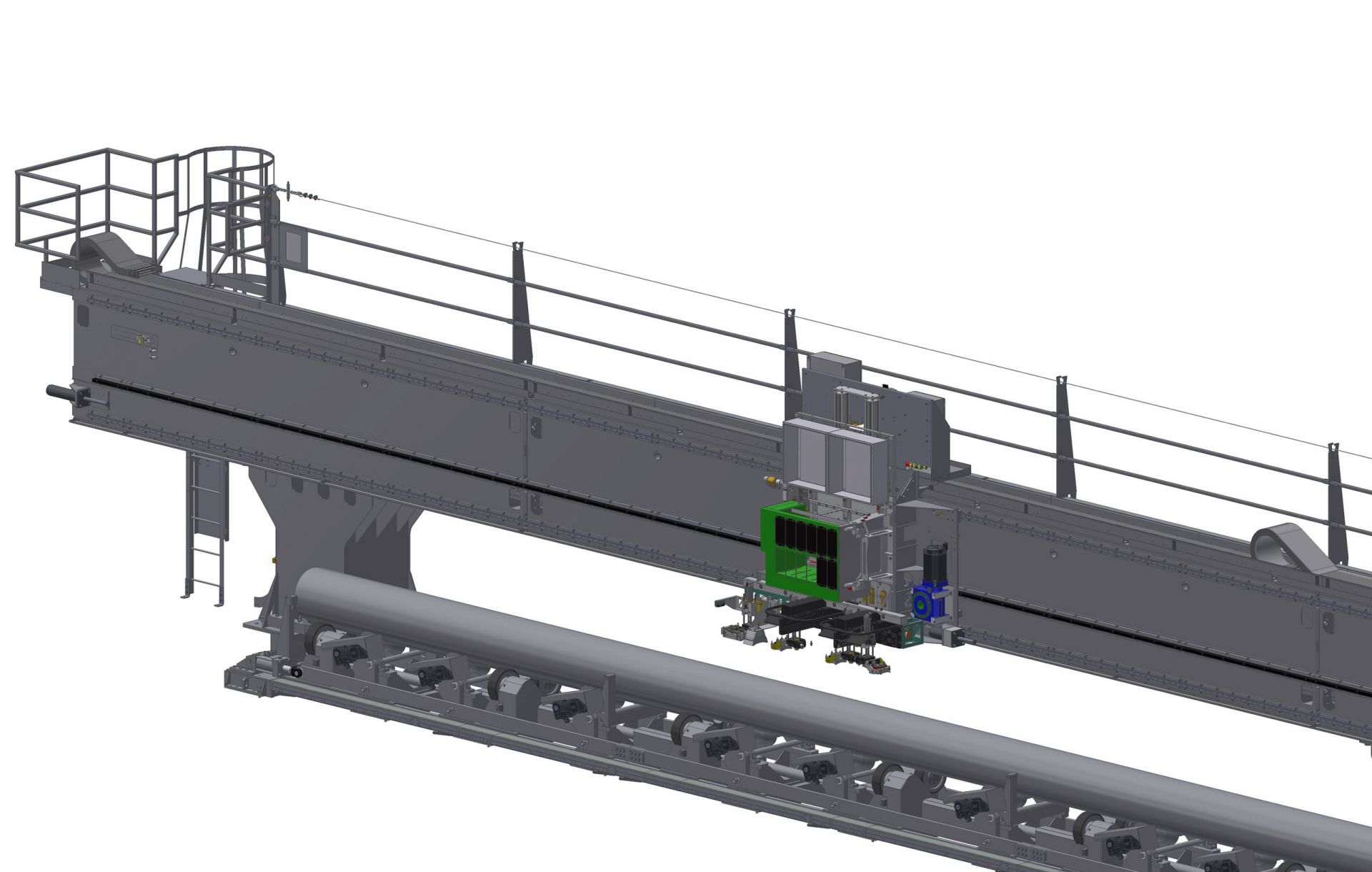
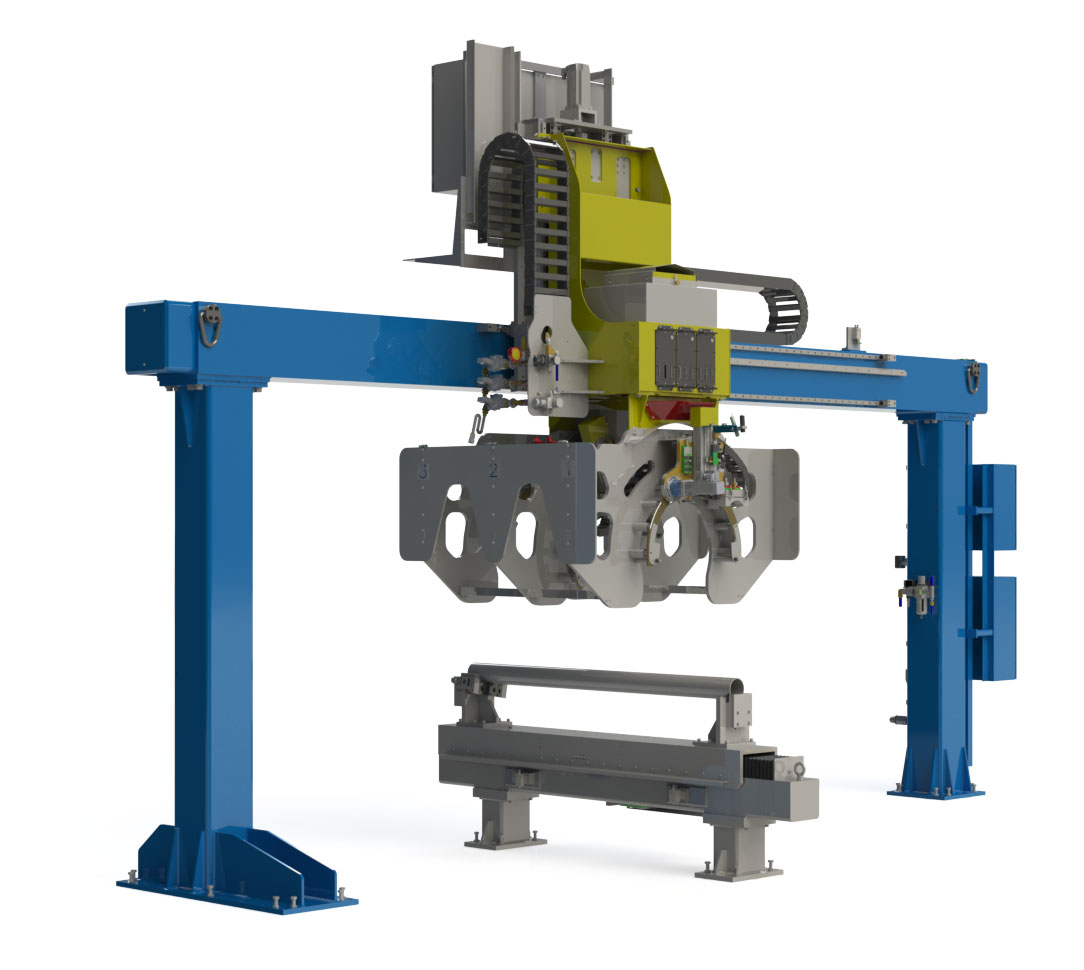
Specializovaná kontrola svaru řízená portálem
Specializovaný systém kontroly svaru lze namontovat na portálový systém, což umožňuje kontrolu potrubí nařezaného na délku v určené oblasti. Portálový přístup poskytuje větší kontrolu nad netestovanými konci a minimalizuje délky. Vodní klíny jsou připevněny k ose poháněné servomotorem pro přesné polohování, automatickou kalibraci, automatické polohování sondy a automatické sledování svaru (pro určité konfigurace).
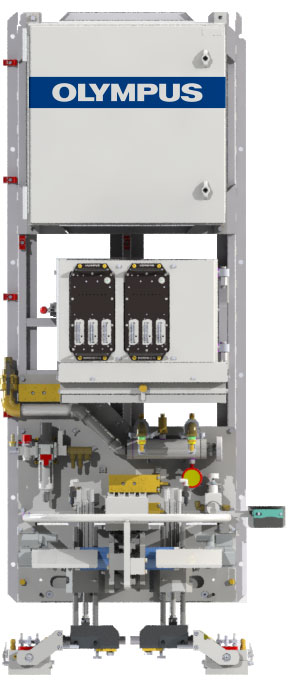
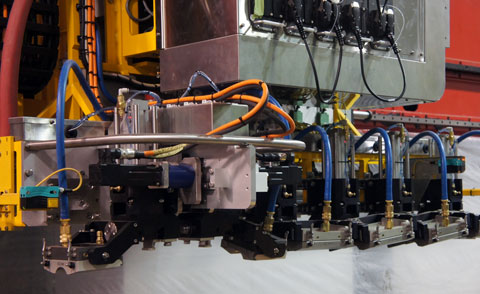
Kontrolní hlavice ERW-OL

Kontrolní hlavice ERW-OL namontována na portál
Kombinovaná kontrola svaru a celého tělesa
Specializovaný systém pro kontrolu svaru i celého tělesa ERW-OL kombinuje obě kontroly na stejném portálu.
Jsou možné dvě konfigurace: kontrola svaru a kontrola celého tělesa na opačných stranách portálu pro maximální produktivitu nebo v kombinaci na jedné straně pro zmenšení velikosti ve srovnání s oboustrannou konfigurací.
Je možné vyhovět několika režimům inspekčních požadavků, včetně kontroly celého tělesa pomocí všech režimů (podélné, příčné, laminování a měření tloušťky stěny) a režimu detekce laminace pouze pro kontrolu potrubí u konce potrubí. Specializovaná kontrola svaru se vždy provádí pod nejpřísnějším dohledem.
V kombinaci s kontrolou celého tělesa lze zahrnout možnosti, jako je automatické polohování svaru a sledování odchylky svaru, aby se optimalizovala doba kontroly a zajistila sledovatelnost.
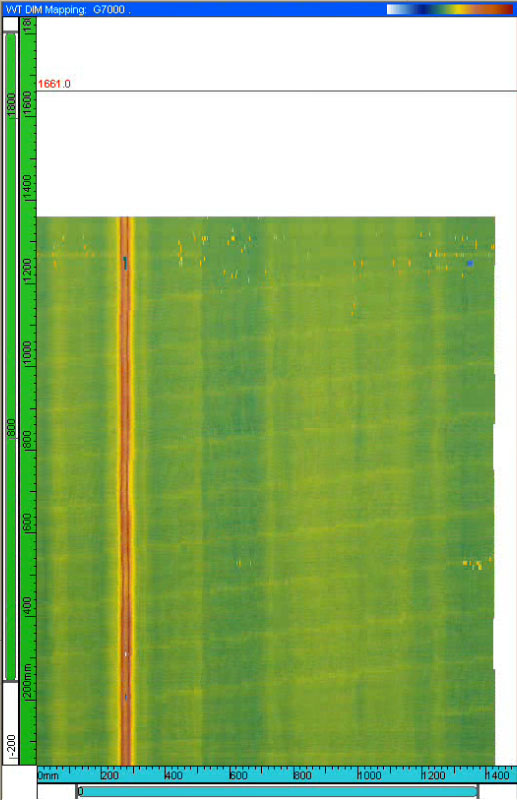
Mapování tloušťky stěny používané pro umístění svaru
Systém ERW-OL pro kontrolu laminace na konci trubky a kontrolu svaru
Specializovaná kontrola svaru – systém podávacích dopravníků
Konfiguraci průchodu lze použít ke kontrole trubek ERW řezaných na délku. Tento ERW Off-Line systém lze instalovat na podávací dopravník, protože používá stejné mechanické platformy a sondy jako náš ERW In-Line systém (pro potrubí s nekonečnou délkou). Speciální automatizační sekvence ve spojení se senzory a kódovacími koly rychle zkontroluje potrubí s vysokou úrovní spolehlivosti a opakovatelnosti.
Signál pro sledování svaru automaticky pohání sondy pro detekci vad, čímž pomáhá zajistit optimální umístění během kontroly a zaznamenat polohu svaru pro sledovatelnost.
Pokud mají svařovací linky omezený posun a není vyžadováno automatické sledování, volba s nižšími náklady použije pevnou sondu profilování svařování a výstrahu, aby varovala operátory, když se akvizice vychýlí z požadované oblasti. I bez osy poháněné servomotorem poskytují sondy PA úplné pokrytí svaru a HAZ při konstantní amplitudě.
Systém Phased array ERW-OL používaný pro potrubí řezané na délku
Automatická kalibrace
Automatická kalibrační stolice slouží ke 2 účelům:
- Umožňuje operátorovi rychlou a efektivní kalibraci systému bez přerušení.
- Provést postup kalibrace na vstupu a na výstupu při rychlosti linky, aniž by musel zavolat zpět referenční potrubí na dopravníkovém páse.
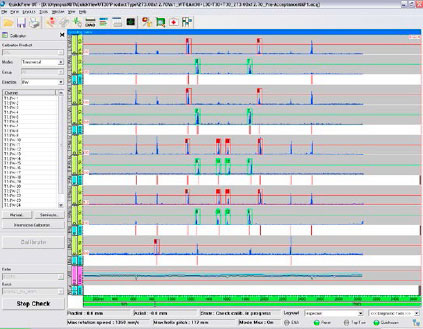
Software a jednotka pro pořizovaní dat
Jednotka pro pořizování dat Phased Array
Modul QuickScan™ PA 32:256 splňuje požadavky na stupeň krytí IP55 a je navržen tak, aby se snadno integroval do průmyslových prostředí.

Jednoduché nastavení
Software QuickView™ usnadňuje nastavení systému i pořizování a správu dat.
Průvodce aplikací zjednodušuje vytváření nastavení pro každou velikost dílu. Konfigurace kontroly a kalibrace parametrů pro každý z průměrů tyčí se ukládají a lze je snadno vyvolat. Konečné výsledky se sloučí a zobrazí tak, aby bylo možné snadno rozlišit přijaté a odmítnuté trubky.
- Rychlý přístup k předdefinovaným nastavením kontroly
- Omezení přístupu pro určité uživatele pomáhá minimalizovat chyby způsobené pracovníky obsluhy
- Informace o kalibraci a kontrole se z důvodu sledovatelnosti uchovávají
- Systém lze integrovat do oblasti použití kontroly uživatele, což vede k usnadnění provozního režimu, který vyžaduje minimální zásahy operátora
Technické parametry
Výkon systému
| Standardní produktová řada | Průměr | 60,3 až 660,4 mm (2,375 až 26 palců) (u jistých konfigurací jsou možné větší průměry) |
|---|---|---|
| Standardní produktová řada | Tloušťka stěny | 3 až 16 mm (0,118 až 0,630 palců) (na vyžádání je možné i měření silnějších stěn) |
| Standardní produktová řada | Rychlost | Od 600 mm/s do 1 500 mm/s podle konfigurace systému a velikosti produktu |
| Standardní produktová řada | Pokrytí | Podle konfigurace systému může platit následující pokrytí:
|
| Prezentace dat | Výsledky kontroly v reálném čase | C-sken, A-sken, B-sken, grafy a alarmy |
| Režimy kontroly | Typické režimy kontroly | Podélný, příčný, laminace a měření tloušťky stěny |
| Teplota potrubí | Až 60 °C (140 °F) | |
| Detekční možnosti u typických referenčních vad | Opakovatelnost | Podélné zářezy: < 2 dB Příčné zářezy (pouze při kontrole celého tělesa: <3 dB 3,2 mm TDH: < 3 dB 1,6 mm TDH: < 4 dB 6,35 mm otvor s plochým dnem (FBH): <3 dB 3,2 mm FBH: < 4 dB 1,6 mm FBH: < 5 dB 0,8 mm FBH: < 5 dB |
| Detekční možnosti u typických referenčních vad | Normy | ISO, API |
| Tvorba protokolů a ukládání dat | Typy protokolů | Kontrolní, kalibrační a uživatelsky konfigurovatelné sestavy kalibračních kontrol |
| Tvorba protokolů a ukládání dat | Ukládání | Ukládání kontrolních dat do databáze v reálném čase |



