
Když se před několika lety v oblasti nedestruktivního testování začala používat metoda FMC/TFM (full matrix capture/total focusing method), byla považována za revoluční techniku, která by mohla zoptimalizovat dobu trvání kontroly a její výsledky. Po čase však vyšla najevo jistá omezení a problémy, které se týkaly především kontroly svarů.
Od výběru sondy až k provedení kalibrace – kontrolor musí provést mnoho závažných rozhodnutí, aby vytvořil optimalizovanou kontrolní strategii, která splňuje platná nařízení.
V době, kdy vznikala tato zpráva, byl jediným nařízením týkajícím se oblasti nedestruktivního testování, které se vztahuje na FMC nebo TFM, předpis ASME pro kotle a tlakové nádoby (BPVC). Jeho Oddíl V, Článek 4 (2019) obsahuje tyto přílohy:
- Povinný dodatek XI Záznam s dokonalou maticí (FMC)
- Nepovinný dodatek F Zkoušení svarů pomocí záznamu s dokonalou maticí (FMC)
- Konkrétní požadavky na personál a osnovy školení v Oddíle V, Článku 1
Zde uvádíme 4 hlavní zásady pro vytvoření strategie TFM pro kontrolu svaru, která odpovídá tomuto předpisu:
1. Volba správné sondy
U standardního ultrazvukového testování pomocí fázového pole (PAUT) je pro úspěch prováděné kontroly volba sondy zásadní. Protože metoda TFM dodržuje stejné fyzikální principy jako PAUT, je volba sondy stejně důležitá. Výkon dané sondy závisí na kombinaci následujících specifikací:
- Počet elementů
- Rozteč / šířka elementů
- Frekvence / vlnová délka
Kontroloři musí najít nejlepší kombinaci těchto specifikací, které budou vhodné pro daný typ použití, typické rysy dílu, který má být testován, a cílovou oblast zájmu v dílu. Například velký otvor (rozteč elementů krát počet elementů) v kombinaci s vysokou frekvencí vede zpravidla k výslednému lepšímu zaostření v hlubší části dílu, zatímco menší otvor v kombinaci s nižší frekvencí má zpravidla za následek lepší zaostření v oblasti v blízkosti povrchu.
V rámci testování TFM jsou k dispozici různé vlnové sady (sady paprsků seskupených podle jejich režimů šíření), proto není možné vizualizovat dopad těchto parametrů na každou z nich bez vhodného modelového nástroje. Nástroj Acoustic Influence Map (AIM) v defektoskopu OmniScan™ X3 vám umožní porovnat pokrytí citlivosti v oblasti zájmu u různých sond a zohlední materiálovou rychlost, typ vady a její orientaci.
Níže uvedené snímky zachycují příklad použití nástroje AIM při výběru sondy pro testování FMC/TFM. Pokrytí citlivosti AIM je zobrazeno pro čtyři různé modely sond. Sada vln (2T), vstupní materiálová rychlost a typ vady (kulový) jsou stejné pro všechny čtyři mapy.
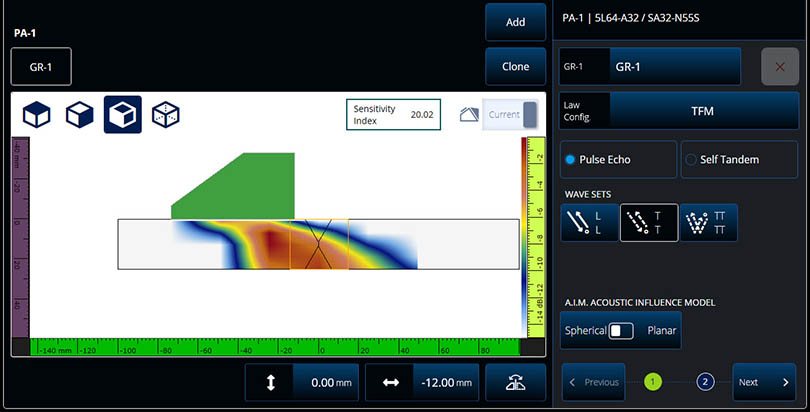
Model sondy: 5L64-A32. Počet elementů: 64. Frekvence: 5 MHz. Rozteč: 0,5 mm.
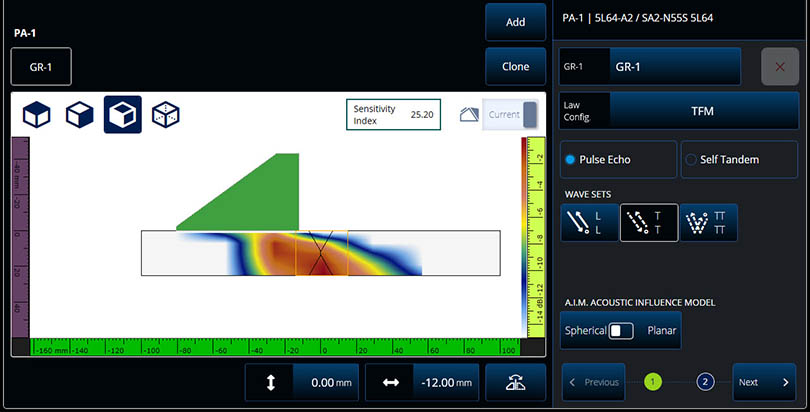
Model sondy: 5L64-A2. Počet elementů: 64. Frekvence: 5 MHz. Rozteč: 0,6 mm.
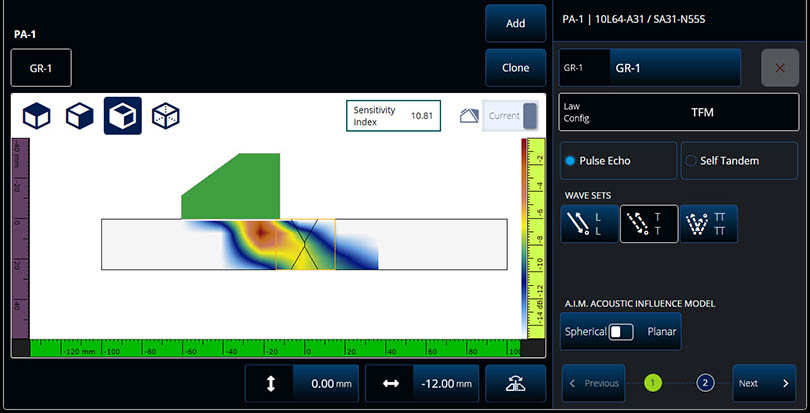
Model sondy: 10L64 A31. Počet elementů: 64. Frekvence: 10 MHz. Rozteč: 0,31 mm.
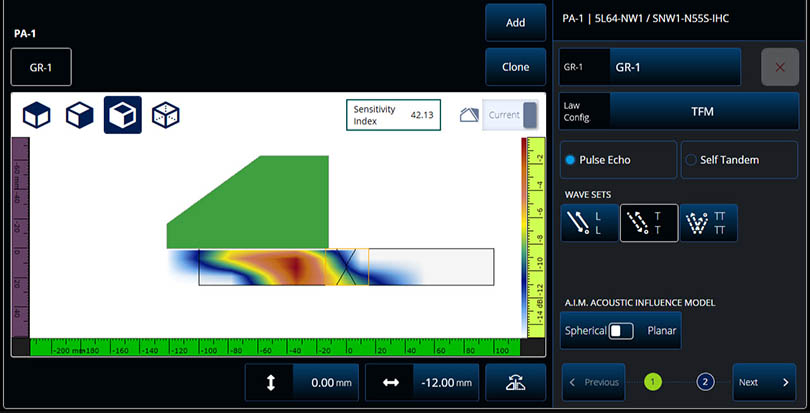
Model sondy: 5L64 NW1. Počet elementů: 64. Frekvence: 5 MHz. Rozteč: 1 mm.
Je třeba vědět, jak správně interpretovat úroveň citlivosti, kterou barvy představují, protože jsou relativní k maximální očekávané amplitudě každé mapy. Proto je uvedena hodnota „indexu citlivosti“. Zde naleznete jednoduché vysvětlení AIM a indexu citlivosti.
Srovnání těchto čtyř modelů AIM ukazuje, že rozteč a frekvence mají zásadní vliv na výslednou mapu citlivosti. V tomto příkladu pouze dvě z těchto čtyř sond nabízí adekvátní pokrytí v oblasti zájmu (ROI) v režimu TT – sondy 5L64-A32 a 5L64-A2. Lepší variantou je zde druhý model, protože má vyšší hodnotu indexu citlivosti (25,20 versus 20,02), což naznačuje vyšší hladinu decibelů pro červené vlny pokrývající oblast zájmu.
2. Optimalizace plánu snímání pomocí modelovacího nástroje
Optimalizovaný plán snímání je klíčem k úspěšné kontrolní strategii. Předpis ASME požaduje, aby váš plán snímání FMC/TFM zobrazoval alespoň pokrytí objemu zkoumání a geometrii svarového spoje. Také musí obsahovat vlnové sady, které jsou použity, informace o hustotě souřadnicové sítě a vzor snímání (kompenzace indexu a snímku, nulový vztažný bod a počet potřebných snímacích linek).
Výběr optimální vlnové sady při uvážení zaostřovacích schopností sondy, geometrie dílu a očekávaného typu vady i její orientace je jednou z největších výzev, které kontrolor při přípravě testování TFM čelí.
Nástroj AIM přístroje OmniScan X3 všechny tyto parametry ve svém odhadu pokrytí citlivosti zohledňuje, čímž usnadňuje volbu správné vlnové sady a kompenzace indexu.
Čtyři níže uvedené snímky zachycují mapy citlivosti AIM pro dvě vlnové sady (2T a 4T) režimu šíření pulse-echo a dvě vlnové sady (3T a 5T) režimu šíření self-tandem.
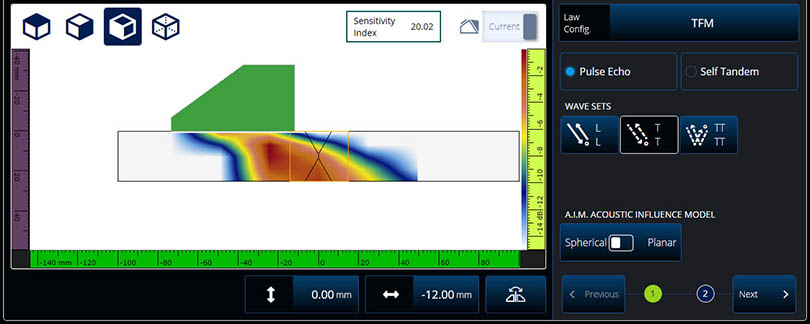
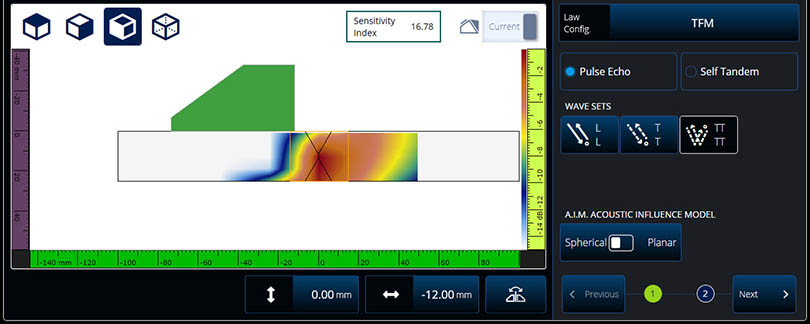
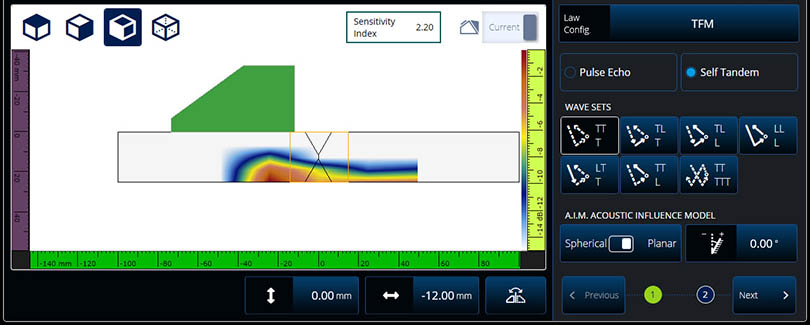
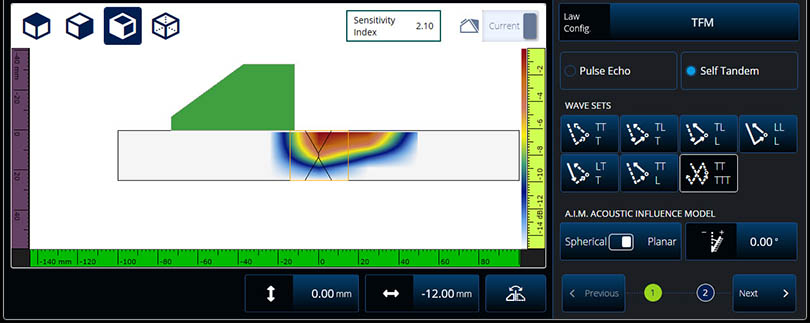
V případě režimů P/E (2T a 4T) je typ vady nastaven na kulový, zatímco u režimů self-tandem (3T a 5T) je typ vady nastaven na rovinný s 0°. Tyto (4) režimy představují dobrou kombinaci pro víceskupinové nastavení. Sonda pro všechny čtyři režimy je model 5L64 A32 nainstalovaný na klín SA32-N55S, umístěný s odsazením -12 mm z osové čáry svaru ve tvaru písmene dvojité V na desku z uhlíkové oceli s tloušťkou 25 mm.
3. Software s výkonnou věrností amplitudy a algoritmy obálky
Věrnost amplitudy (Amplitude Fidelity, AF) je měření maximální obměny amplitudy údaje (v dB) způsobené rozlišením souřadnicové sítě TFM. AF závisí především na frekvenci sondy a šířce pásma, materiálové rychlosti, rozlišení souřadnicové sítě a použité obálce.
Pro zachování shody s předpisem nesmí AF překročit 2 dB. Pokud je vyšší než tolerance, může kontrolor buď zvýšit rozlišení, snížit velikost oblasti, nebo zvýšit frekvenci sondy, dokud nebude vyhověno požadavkům předpisu.
Přístroj OmniScan X3 zobrazuje hodnotu AF, která odpovídá nejvyššímu měření ve všech osách souřadnicové sítě – vodorovné, svislé i ose šíření – nikoliv pouze ve vodorovné ose. V případě použití u svarů je nejdůležitější osa šíření.
Je třeba uvést, že jak teoretické (vypočtené), tak praktické ověřování AF splňuje požadavky předpisu.
Obálka TFM je získána výpočtem standardu dvou různých snímků TFM, jednoho používajícího standardně pořízená data FMC a druhého vypočteného za použití FMC převedených Hilbertovou transformací. Obálka odstraní oscilace signálu ve snímku, zlepší robustnost měření maximální amplitudy, čímž zlepší přesnost dimenzování. Žádné informace nezmizí, pouze je zpracováván signál.
Aktivace obálky TFM poskytuje:
- Snazší dimenzování pro způsoby dimenzování založené na amplitudě (např. technika poklesu o 6 dB)
- Lepší věrnost amplitudy pro stejné rozlišení souřadnicové sítě
- Vyšší záznamovou míru pro stejnou AF
Více se o prvku obálky TFM dozvíte v článku „Použití TFM (Total Focusing Method) s prvkem obálky.“
4. Schopnost konfigurace více skupin
Nastavení ve shodě s předpisem vyžaduje víceskupinovou konfiguraci ze dvou důvodů:
- Předpis uvádí, že přímé dráhy, jako jsou 2T nebo 2L, nejsou vhodné pro plnoobjemové pokrytí.
- Ověření dráhy v procesu kalibrace vyžaduje detekci celého rozsahu průchozího otvoru. Zobrazovací dráhy použité během kalibrace musí být stejné jako zobrazovací dráhy při zkoumání.
Kontroloři se zkušenostmi s metodou PAUT se pokusili reprodukovat výsledky srovnatelné se standardním sektorovým skenem za použití pouze jedné skupiny s vlnovou sadou 2T a zdvojením tloušťky dílu v nastavení přístroje. Tuto praktiku však nedoporučujeme, protože tato konfigurace s pouze jednou vlnovou sadou nemůže detekovat celý rozsah průchozího otvoru kalibračního bloku, což je nezbytné ke splnění požadavku na ověření dráhy.
Abychom splnili požadavky předpisu, je nezbytné použit víceskupinovou konfiguraci včetně vlnových sad self-tandem, jako např. 3T nebo 5T. Použití defektoskopu OmniScan X3 umožňuje konfiguraci a provoz až čtyř skupin bez ovlivňování AF a kvality rozlišení.
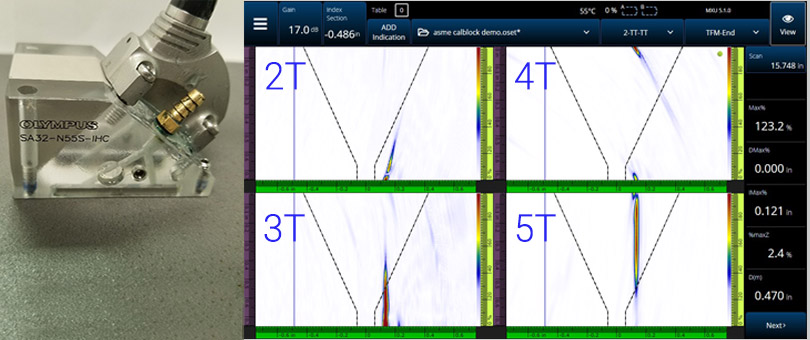
Zde je vidět fotografie (výše) uspořádání s použitím sondy 5L64-A32 umístěné na kalibračním bloku směřující k průchozímu otvoru. Snímky napravo jsou snímky obrazovky výsledných koncových pohledů na víceskupinové uspořádání. Jasně ukazují, že celý rozsah otvoru je detekován režimy 3T a 5T self-tandem. Snímek a data jsou poskytnuty se svolením K. Shane Walton (University of Ultrasonics).
Tipy pro optimální kalibraci:
- Jako ve standardním testování PAUT může testování TFM tlustých komponentů vyžadovat více skenů používajících různé indexové kompenzace, které pomáhají zajistit plné pokrytí objemu svaru. V takových případech musí být provedeno ověření dráhy pomocí stejných indexových kompenzací (použitých pro výsledné skenování), což by mělo prokázat, že byl detekován celý rozsah průchozího otvoru.
- Tloušťka kalibračního bloku: Optimální výsledky získáte, když tloušťka kalibračního bloku nepřesahuje tloušťku kontrolovaného dílu o více než ± 5%.
Máte zájem o více informací týkajících se testování pomocí TFM a také mýtů a faktů ohledně dodržování tohoto předpisu? Podívejte se na webinář „Zajištění shody s předpisy při použití TFM“, který je nyní k dispozici na vyžádání.
Související obsah
Bílá kniha: Mapa akustického vlivu TFM
Video: Základní principy FMC-TFM
Řada webinářů na téma Total Focusing Method (TFM)
Udělejte první krok
