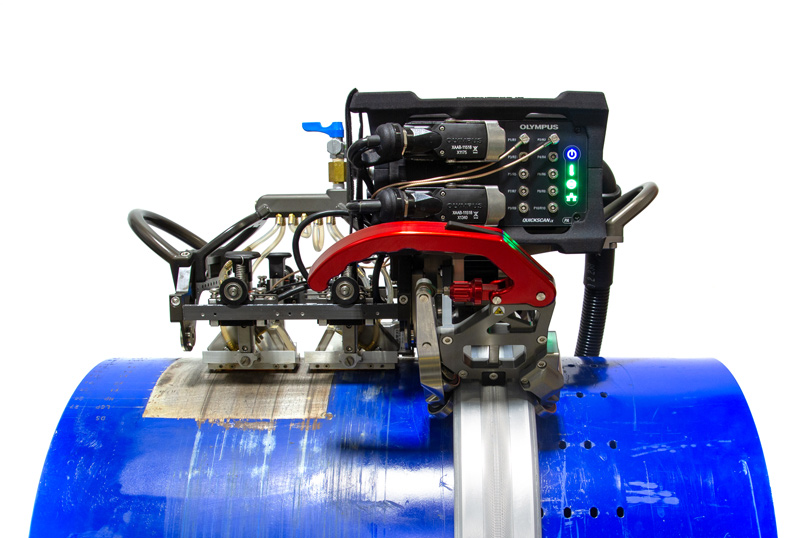
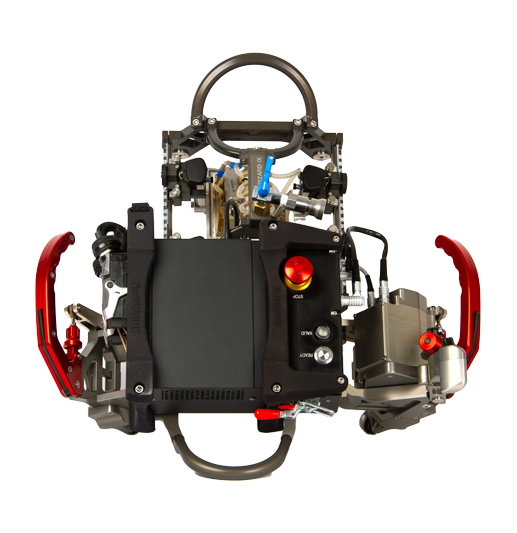
Automatisiertes PipeWIZARD iX Ultraschallsystem für die Prüfung von Rundschweißnähten
Das PipeWIZARD iX Phased-Array-Ultraschallprüfsystem unterstützt Pipelineunternehmen eine zuverlässige Validierung von Rundschweißnähten während des Konstruktionsprozesses sicherzustellen. Das gleichermaßen robuste und kompakte PipeWIZARD iX System wurde entwickelt, um die Prüfung von Onshore- und Offshore-Pipelines zu erleichtern. Dieses leistungsstarke, technologieübergreifende System ist eine hocheffiziente Lösung für die
automatisierte Ultraschallprüfung (AUT) zur Erkennung von Fehlern in Rundschweißnähten und in der Wärmeeinflusszone (WEZ), die dann schnell analysiert und bewertet werden können.
Hochleistungsfähiges Gerät für Standard- und erweiterte Prüfungen
Das PipeWIZARD iX System ist so konstruiert, dass es Vibrationen, Stößen und elektromagnetischen Störungen und extremen Temperaturen standhält. Das PipeWIZARD iX System ist kompakt und robust, und lässt sich somit einfach transportieren und sicher handhaben.
Das PipeWIZARD iX System ist wiegt weniger als das Vorgängermodell und die Datenerfassungseinheit ist in den Scanner integriert, wodurch die Einrichtung und Bedienung erleichtert wird. Mit leistungsfähigerer Elektronik und mehr Eingangskanälen steigert das QuickScan iX PA 64:256 Datenerfassungseinheit die Leistungsfähigkeit und Effizienz des PipeWIZARD Systems, verbessert die Erfassungskapazität und unterstützt fortschrittliche
Ultraschallprüfverfahren.
Verbesserte Bedienerfreundlichkeit und Effizienz am Prüfort
Die optimierte Hardware des PipeWIZARD iX Systems bietet eine erhöhte Flexibilität und Anpassungsfähigkeit bei der Einrichtung. Zusätzliche Längen der Kabeleinheit, Schnellverriegelungsstecker und konfigurierbare Sensormodule erhöhen die Möglichkeiten, das PipeWIZARD iX System an unterschiedliche Prüfanforderungen und Umgebungen anzupassen. Dank der dünneren Manschette muss in weniger Fällen eine Beschichtung entfernt werden als
mit dem Vorgängermodell.
Das PipeWIZARD iX System ermöglicht eine einfachere und effizientere Zusammenarbeit des Personals vor Ort. Integrierte Anzeigeleuchten und Softwarefunktionen erleichtern die Kommunikation zwischen dem Bediener des Scanners und dem Prüfer, sodass die Pürfung auch unter schwierigen Bedingungen reibungslos erfolgen kann.
Optimierter Workflow für die Prüfung und Analyse
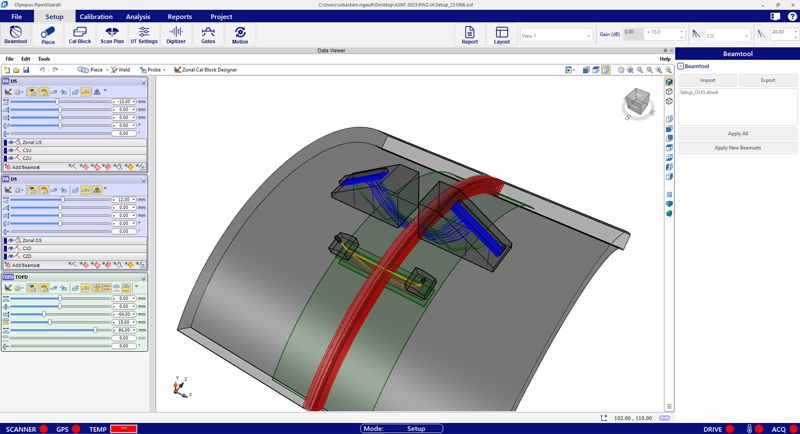
Die Software des PipeWIZARD iX Systems ist so ausgelegt, dass sie die Schlüsselanforderungen für eine zuverlässige und normkonforme Prüfung von Rundschweißnähten enthält. Sie ist bedienerfreundlich und verfügt über erweiterte und ausgefeilte Werkzeuge, wie z. B.:
Integrierte ES BeamTool Software
Modellierungstool für Justierblöcke
Automatische Kalibrierung des Encoders
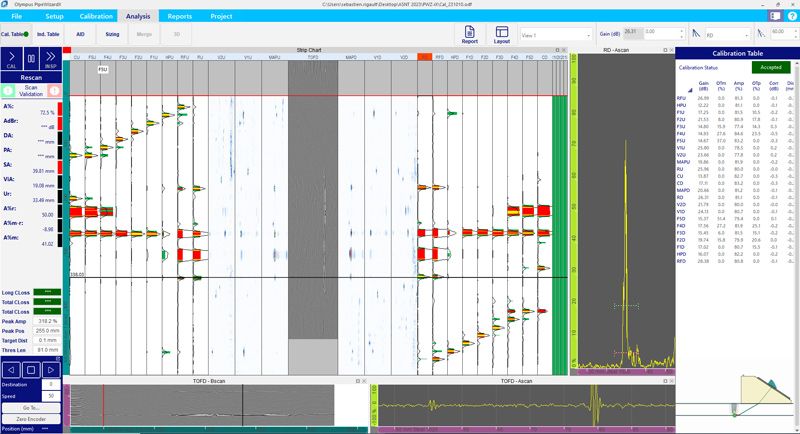
Analyseunterstützung
Um den Datenzugriff und die Einsatzflexibilität zu verbessern, speichert die QuickScan iX PA Erfassungseinheit die Datendateien in einem offenen Dateiformat, was die Entwicklung kundenspezifischer Software erleichtert. Für anwendungsspezifische Anforderungen kontaktieren Sie Ihren Evident Vertreter, um weitere Einzelheiten zu erhalten.
Anwendungen
Komplett-Prüfsystem für Rundschweißnähte
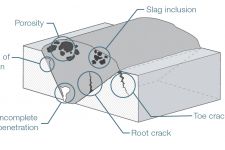
Das PipeWIZARD iX Prüfsystem für Rundschweißnähte ist für anspruchsvolle und extreme Bedingungen ausgelegt, von kalten subarktischen Regionen bis hin zu heißen Wüsten. Das PipeWIZARD iX System wird zur Erkennung von Fehlern, wie Bindefehlern, ungenügender Durchschweißung, Porosität, Einbrandkerben, Kantenversatz, vertikale Versätze, Risse, Kaltschweißstellen, Einschlüsse usw. eingesetzt und passt sich an allen
Rundschweißnahtprofilen an:
Alle Schweißnahtprofile, einschließlich J-Fase, V-Fase, Doppel-V-Naht, X-Naht usw.
Typische Rohrwanddicken ab 6 mm (0,25 Zoll) bis zu 35 mm (1,4 Zoll); für dickere Rohrwände sind andere Optionen verfügbar.
Rohrdurchmesser ab 168 mm (6,625 Zoll) bis 1524 mm (60 Zoll).
Rohrmaterialien, von herkömmlichen Kohlenstoffstahl bis hin zu komplexeren Zusammensetzungen, wie Inconel und beschichtete Rohre.
Automatisierte Ultraschallprüfung (AUT)
Für die Prüfung von Pipeline-Rundschweißnähten ist die automatisierte Ultraschallprüfung (AUT) der Ersatz für die herkömmliche Durchstrahlungsprüfung.
Einige offensichtliche Vorteile der AUT verglichen mit der Durchstrahlungsprüfung:
Keine Strahlungsrisiken für das Personal, keine Chemikalien, keine Umweltprobleme
Vergleichsweise kurze Prüfzykluszeit ermöglicht hohe Produktivität
Größere Genauigkeit bei der Erkennung und Größenbestimmung, was zu geringeren Ausschussraten führt
Entspricht den Kriterien gemäß Engineering Critical Assessment (ECA) zur Messung der vertikalen Höhe und Tiefe von Fehlern, wodurch die Ausschussrate verringert wird
Echtzeitanalyse auf dem Smart Output Display
Daten und Prüfberichte
Keine Lizenz erforderlich
Technologieübergreifende Prüfmöglichkeiten
Nutzen Sie die vielseitig einsetzbare fortschrittliche Phased-Array- und konventionelle Ultraschalltechnologie des PipeWIZARD iX Systems:
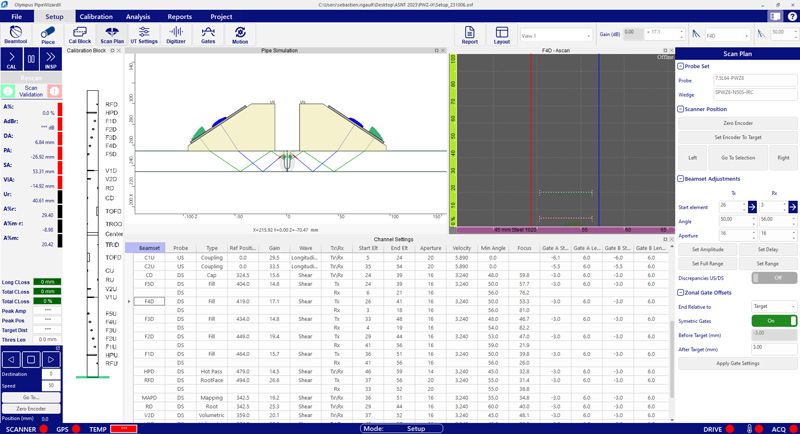
Prüfung mit Aufteilung in Schweißzonen: Jede Schweißzone, die ungefähr einem Schweißdurchgang entspricht, wird einzeln mit einer PA-Impuls-Echo- oder Sender-Empfänger-Technik geprüft, was eine vollständige Abdeckung des Fasenbereichs und des Schweißnahtvolumens mit genauer Fehlergrößenbestimmung ermöglicht.
Laufzeitbeugung (TOFD): Wird verwendet, um in einer Y/T-Darstellung angezeigte Indikationen zu bestätigen oder um die Erkennung und Größenbestimmung von kleinen oder falsch ausgerichteten Indikationen zu optimieren.
Phased-Array (PA): Herkömmliche PA-Techniken, wie Sektor-Scans, Linear-Scans oder Kombi-Scans, können als ergänzende Methoden oder zur Prüfung von Schweißnähten verwendet werden, wenn die Aufteilung in Schweißzonen nicht optimal erfolgen kann.
Konventioneller Ultraschall (UT): Zur Erkennung von Querfehlern in einer Sender-Empfänger-Konfiguration, zur Messung der Wanddicke, zur Prüfung des oberen Bereichs der Schweißnaht mit Kriechwellen usw.
Kompatibel mit TFM (Total Focusing Method): Das leistungsstarke QuickScan iX PA Datenerfassungsgerät unterstützt die komplexen Sendeimpulsmuster, die für hochmoderne Techniken ( wie TFM) erforderlich sind.
Konformität mit Standards und Normen für AUT-Prüfungen von Rundschweißnähten
Rundschweißnähte können gemäß internationalen Standards, Normen und Vorschriften, die für die Pipelineindustrie offshore und onshore gelten, validiert werden. Mit dem PipeWIZARD iX System können AUT-Prüfungen durchgeführt werden, die den folgenden Normen und Standards entsprechen:
ASTM E-1961 (der wichtige Elemente der AUT von Rundschweißnähten abdeckt, einschließlich Prüfung nach Aufteilung in Schweißzonen, schnelle Dateninterpretation, spezielle Justierblöcke und Konfigurationsverfahren)
API 1104 (indirekt)
DNV-OS-F101 (für Offshore AUT)
Je nach den Spezifikationen eines Unternehmens können die Genauigkeit der Größenbestimmung von Fehlern und die Auflösung erhöht werden, sodass sie die vorgegebenen Werte übersteigen.
Features
Hauptmerkmale des PipeWIZARD iX Systems
Integrierte QuickScan iX PA Datenerfassungseinheit für PA-Sensoren mit bis zu 256 Elementen und bis zu 10 unabhängigen UT-Schallköpfen.
Da die Erfassungseinheit direkt am Scanner montiert wird, wird eine Signalschwächung durch eine lange Kabeleinheit eliminiert.
Sie verfügt über die BeamTool Software von Eclipse Scientific für die Prüfung und Analyse mittels einer Aufteilung in Schweißzonen und Modellierungstool für Justierblöcke.
Automatisierte Softwarefunktionen:
Automatische Konfiguration
Automatische Modellierung
Automatische Justierung des Weggebers
Unterstützte Analyse
Automatische Größenanpassung in Höhe und Länge
Die schnell anzuschließende Kabeleinheit wiegt nicht viel, ist leicht drehbar und ist in verschiedenen Längen verfügbar, was die Kabelverwaltung vereinfacht und das Signal-Rausch-Verhältnis (SNR) verbessert.
Verfügbare Längen: 10 m, 20 m, 30 m und 50 m.
Das Scanner-Fahrgestell mit verbesserter Klemmhalterung und Antriebsrad-Einstellmechanismus ist einfach einzurichten und zu bedienen, was so die Anpassung an unterschiedliche Rohrdurchmesser erleichtert.
Es müssen weniger Teile gewartet werden und sie sind zudem auf eine lange Haltbarkeit unter allen Bedingungen ausgelegt.
Dank der dünneren Manschette muss in weniger Fällen eine Beschichtung entfernt werden als mit dem Vorgängermodell. Mit den optionalen Abstandhaltern kann die gleiche Manschette für 2 Rohrdurchmesser verwendet werden.
Das Sensormodul kann bis zu 12 Sensoren fassen und es können bei Bedarf Abschnitte problemlos entfernt und hinzufügt werden.
Die intelligenten federbelasteten Arme (mit geringem Wartungsaufwand), die die Sensoren halten, sind mit einem Zeiger versehen, um die Index-Offsets genau einzustellen.
Direkte Kommunikation zwischen dem Bediener des Scanners und dem Prüfer (Start-Taste und Scan-Validierungsleuchte).
GPS-Option zur Aufzeichnung der geografischen Koordinaten in der Prüfdatendatei.
Die Systemhardware unterstützt FMC/TFM (geplante Softwarefunktion).
Spezifikationen
PipeWIZARD iX System
Technische Angaben
Abmessungen
Komplettscanner mit Griffen
577 mm × 578 mm × 210 mm (22,7 Zoll × 22,7 Zoll × 8,3 Zoll)
Prüfgerät
243 mm × 188 mm × 100 mm (9,6 Zoll × 7,4 Zoll × 3,9 Zoll)
Gewicht
Komplettscanner mit Griffen
18 kg
Erfassungseinheit
4,8 kg
Rohrdurchmesserbereich
Von 168 mm (6,625 Zoll) bis 1524 mm (60 Zoll)
Maximale Abtastgeschwindigkeit
100 mm/s (3,9 Zoll/s)
Betriebsumgebung
Lagertemperatur
−30 °C bis 60 °C
Betriebstemperatur
−30 °C bis 50 °C
Maximale relative Luftfeuchtigkeit
90 %, nicht kondensierend
Verschmutzungsgrad
4
Höhenlage
Bis zu 2000 m
IP-Schutzart
IP65
Installationskategorie
III
Ethernet-Konnektivität
Ethernet-Schnittstelle
1000BASE‑T (Bandbreite von 1000 Mbps)
Kabellänge
30 m max.
Kabeltyp
Kategorie 5e oder höher, abgeschirmt
Übertragungsrate über Ethernet-Kabel
940 Mbit/s max.
Anschluss
RJ-45-Buchse, abgeschirmt
Leistungsbedarf (Gleichstrom)
Spannung
24 V Gleichstrom ±5 %
Max. Energieverbrauch
360 W
System
Aufwärmzeit
Keine
Sensoranschlüsse
2 Phased-Array (IPEX) und 10 konventionelle UT (LEMO)
Positionierungssystem
Externes GPS (optional)
Temperatur des Sensors
Thermoelement zur Überwachung der Vorlaufkeiltemperatur
Prüfverfahren
Prüfung nach Aufteilung in Schweißzonen, PA, TOFD, UT
TFM, PWI, PCI (Hardware verfügbart, Softwarefunktionen in der Entwicklung)
Impulsgenerator
Parameter
PA
UT
Anzahl Sendemodulierungen
1024
-
Impulsausgang (50 Ω) ±10 %
5, 10, 20, 40, 60, 80, 90 Volt Spitze-zu-Spitze (Vpp) für einen bipolaren Impuls
Impulsausgang (hochohmig) ±10 %
7,8, 15,6, 31, 62, 93, 124, 140 Vpp für einen bipolaren Impuls
Anzahl Impulsgeneratoren
64:256PR mit Parallelfeuerung
10
Anzahl Elemente
256
-
UT-Kanäle
-
I-E: bis zu 10 und S-E: bis zu 5
Impulsbreite/Schritte (Präzision von 5 ns oder ±10 %)
30 ns bis 1000 ns (in Schritten von 5 ns)
Abfallzeit
15 ns für einen bipolaren Impuls mit 40 Vpp
Impulsform
Bipolarer, positiver und negativer Rechteckimpuls
Impedanz am Ausgang
25 Ω
39 Ω
Empfänger
Parameter
PA
UT
Verstärkungsbereich/Schritt
0 dB bis 80 dB (44 dB analog + 36 dB digital)
Verstärkungsauflösung
0,1 dB
Max. Signal am Eingang
I-E und S-E: 1,15 Vpp
I-E und S-E: 1,04 Vpp
Impedanz am Eingang
I-E: 59 Ω ±10 %; S-E: 69 Ω ±10 %
I-E und S-E: 132 Ω ±10 %
Präzision der Verstärkung zwischen Kanälen (bei 20 dB)