UltraWave LRT
Überblick
Das Prüfsystem UltraWave LRT setzt die Technologie der geführten Wellen ein und sendet niederfrequente Ultraschallwellen, die die Rohre der Längsrichtung nach über etliche Meter durchschallen und Wanddickenabnahmen ermitteln. Das Prüfsystem eignet sich zur Prüfung von Rohren und Pipelines während des Betriebs und von schwer zugänglichen Rohren nur von einer einzigen Position aus. Es wird mit fortschrittlicher Software, Prüfgerät, Laptop mit Touchscreen, mit kompakten Sensoren, Bändern und Schläuchen geliefert.
Rohrleitungsprüfung mittels geführter Wellen
Mit dieser Technologie können Rohrleitungen und Pipelines während des Betriebs über lange Entfernungen geprüft werden. Geführte Wellen eignen sich zur Lokalisierung von Defekten an überirdischen, konventionellen Strukturen sowie für komplexe Anwendungsbereiche, wie unteridische, isolierte, beschichtete und vertikal verlaufende Rohrleitungen. Mittels dieser Technologie können ebenfalls Korrosionsschäden an Trägern, Klemmvorichtungen und Rohrbrücken ermittelt werden.
Mit geführten Wellen können auch schlecht zugängliche Rohre geprüft werden. Diese Technologie lokalisiert genau die Stellen, die eine weitere Prüfung erfordern. Dadurch werden unnötige Erdausgrabungsarbeiten, Beschichtungsentfernungen oder Gerüstinstallationen vermieden, wenn kein kein Defekt nachgewiesen wird. Der Einsatz dieser Technologie verringert die Betriebskosten erheblich und bietet eine Möglichkeit zur Prüfung von Rohrleitungen, die für Prüfmolche nicht zugänglich sind.
Unterirdische und über Straßen verlegte Rohre |
Korrosion unter Isolationsschicht |
Rohrbrücken |
Vertikal verlaufende Rohre |




Geführte Wellen
Die Technologie der geführten Wellen ist eine zerstörungsfreie Prüfmethode. Sie wird zur Lokalisierung von möglichen Schäden, wie beispielsweise interner oder externer Korrosion und Metallschwund eingesetzt. Während konventioneller Ultraschall eine lokale Prüfung unterhalb oder nahe der Sensorposition ermöglicht, können geführte Wellen ganze Rohrwände über etliche Meter von einer einzigen Sensorposition aus prüfen. Eine erweiterte Fehlerprüfung muss nur an den ermittelten defekten Stellen durchgeführt werden. Kombiniert mit anderen zfP-Verfahren, steigert die Prüfung mittels geführter Wellen die Effizienz eines Korrosions-Überwachungsprogramms ohne dabei die Prüfdatenqualität zu beeinträchtigen.
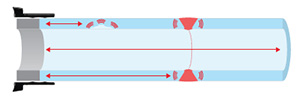
Konventioneller Ultraschall ermöglicht lokales Prüfen, unterhalb oder nahe der Sensorposition. |
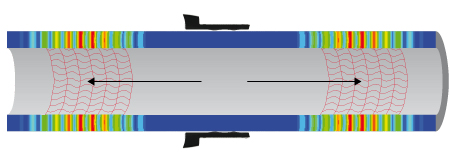
Mit geführten Wellen kann die gesamte Rohrwand über etliche Meter auf beiden Seiten der Sensormanschette geprüft werden. |

Vorteile von geführten Wellen
- hochleistungsfähige, schnelle und weitreichende Prüftechnik
- Prüfen von schlecht zugänglichen Rohrleitungen, wie unterirdische, beschichtete, isolierte und durch Wände geführte Rohre, dadurch Kostensenkung, da das Abtragen von Erde oder Entfernen der Isolierung entfällt, wenn kein Defekt festgestellt wird
- Erfassung von 100 % der Rohrwand
- kostengünstige Lösung für Prüfprogramme zur Zustandsüberwachung von Rohrleitungen
- Prüfen der Rohre während des Betriebs (kein Produktionsstopp)
Prüfsystem UltraWave LRT
Das Prüfsystem UltraWave LRT sendet zu beiden Seiten der Sensormanschette niederfrequente Ultraschallwellen in Achsrichtung des Rohres. Verschiedene Faktoren beeinflussen die maximale Prüflänge: die Form und Umgebung des Rohres, die Art der Flüssigkeit im Rohr und dessen Beschichtung. Die eingeschallten Torsionswellen erkennen allgemeine Abweichungen im gesamten Querschnittsbereich des Rohres sowie Veränderungen der Werkstoffeigenschaften.
Die Prüflänge kann bis zu 91 m zu beiden Seiten der Sensormanschette betragen.
Hardware
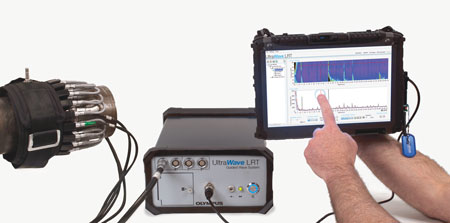 Das Prüfsystem UltraWave LRT ist eine industrielle Komplett-Lösung mit allen Hilfswerkzeugen und Zubehörteilen, die für eine effiziente und mobile Prüfung notwendig sind:
Das Prüfsystem UltraWave LRT ist eine industrielle Komplett-Lösung mit allen Hilfswerkzeugen und Zubehörteilen, die für eine effiziente und mobile Prüfung notwendig sind:
- Datenerfassungsgerät mit breitem Frequenzbereich von 15 kHz bis 85 kHz, mit einer bidirektionalen Prüflänge bis zu 182 m
- Standard-Sätze von Bändern, Schläuchen und Kabeln für einen bestimmten Rohrdurchmesser (für einen Außendurchmesser zwischen 2 Zoll und 24 Zoll)
- für andere Durchmesser stehen Bänder und Schläuche auf Anfrage zur Verfügung
- robuster Industrielaptop mit Touchscreen
- neueste Version der Software UltraWave LRT mit fortschrittlichen Funktionen, wie F-Bild, aktive und synthetische Fokussierung (C-Bild)
- Hilfswerkzeuge, Ersatzteile und Benutzerhandbücher
Prüfgerät

Das Prüfsystem UltraWave LRT enthält ein Prüfgerät mit 16 Impulsgeneratoren und einem Frequenzbereich von 15 kHz bis 85 kHz, welches in 1-kHz-Schritten auf eine höhere Auflösung einstellbar ist. In der Software sind niedrige Auflösungen verfügbar, um die Prüfzeit und die Dateigröße zu verringern. Das tragbare und akkubetriebene Gerät wird mit einem Rucksack geliefert, der den Transport im Außeneinsatz erleichtert. Das Prüfsystem steigert die Effizienz im Außeneinsatz durch eine optimale Stromversorgung mit zwei hot-swapping-fähigen Akkus.
Sensormanschette
Die Sensormodule sind in einem speziell geformten und abgedichteten Gehäuse eingelassen. Das erhöht die Widerstandsfähigkeit in rauen Umgebungen erheblich. Sie sind leicht und flach, was einen sicheren und gleichförmigen Kontakt mit der Rohroberfläche während der Prüfdatenerfassung gewährleistet.
- kompakte und flache Sensormodule
- komplett abgedichtete Sensormodule für hohe Zuverlässigkeit
- extrem widerstandsfähige Verschleißplatten aus Edelstah
 Das Olympus-Prüfsystem UltraWave LRT verfügt über mehrere Merkmale, die eine schnelle und sichere Montage ermöglichen. Alle zur Installation der Sensormodule notwendigen Informationen sind an der Manschette verfügbar.
Das Olympus-Prüfsystem UltraWave LRT verfügt über mehrere Merkmale, die eine schnelle und sichere Montage ermöglichen. Alle zur Installation der Sensormodule notwendigen Informationen sind an der Manschette verfügbar.
- Sensormanschetten für Rohraußendurchmesser ab 2 Zoll
- Manschette mit Gesamthöhe von 30 mm ermöglicht das Prüfen bei sehr geringem Freiraum
- sehr dehnbare und tragbare Bänder für schlecht zugängliche Bereiche
- Kabel und Bänder mit Farbmarkierungen für einfaches Verbinden
- spannkräftige Manschette mit leicht gleitender Schnalle und faserverstärktem Schlauch sowie integriertem Kevlargurt
Software
 Konfiguration
Konfiguration
Die Bestimmung des Arbeitsumfangs ist ein wichtiger Teil der Planung beim Prüfen mit geführten Wellen. Die benutzerfreundliche Software UltraWave LRT enthält einen Assistenten zur schrittweisen Hilfe bei der Eingabe der Prüfparameter.
- übersichtliche Anzeige jeder geprüften Rohrleitung und deren Standort sowie Größe, Werkstoff und Konfiguration der Rohre
- Darstellung der Position und der Ausrichtung der Sensormanschette
- intuitiver Aufbau der Datenbank
Die benutzfreundliche Software erleichtert die Verwaltung relevanter Prüfinformationen.
Analyse
F-Bild-Farbdarstellung
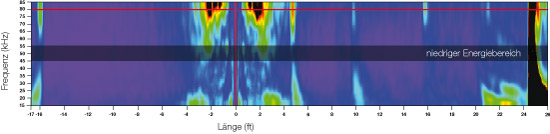 Die Technologie der geführten Wellen ist eine frequenzabhänige Methode. Die Software UltraWave LRT verfügt über eine einzigartige Farbdarstellung des F-Bildes, die den ganzen Bereich der geprüften Rohrlänge anzeigt. Diese Farbdarstellung erleichtert die schnelle und intuitive Auswahl der geeigneten Frequenz für die weitere
Analyse. Ein schattierter Anzeigebereich im F-Bild zeigt den niedrigen Bereich der Energiekurve an.
Die Technologie der geführten Wellen ist eine frequenzabhänige Methode. Die Software UltraWave LRT verfügt über eine einzigartige Farbdarstellung des F-Bildes, die den ganzen Bereich der geprüften Rohrlänge anzeigt. Diese Farbdarstellung erleichtert die schnelle und intuitive Auswahl der geeigneten Frequenz für die weitere
Analyse. Ein schattierter Anzeigebereich im F-Bild zeigt den niedrigen Bereich der Energiekurve an.
Die F-Bild-Farbdarstellung zeigt den ganzen Frequenzbereich auf einen Blick an.
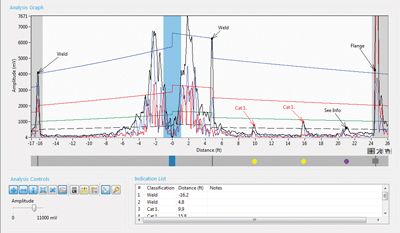 A-Bild-Analyse
A-Bild-Analyse
Ist die Frequenz ausgewählt, wird das entsprechende A-Bild angezeigt und für die detaillierte Analyse eingesetzt. Die A-Bild-Analyse verfügt über DAC-Kurven (Distance Amplitude Correction), Reflektoren und eine Möglichkeit für zusätzliche Anmerkungen. Zwei voneinander unabhängige Sätze von DAC-Kurven können für die Vorwärts- und Rückwärtsrichtung eingestellt werden.
Wird eine Fehlerstelle in der Analysegrafik hervorgehoben, aktualisiert die Software das Rohrschema mit einem vorgewählten Symbol. Dann wird diese Information, inklusive der Anmerkungen des Prüfers, in eine Fehlertabelle übertragen, die für den Bericht gespeichert wird.
Die A-Bild-Analyse wird durch eine mit einer Fehlertabelle verbundene Anmerkungsliste beschleunigt.
Aktive Fokussierung
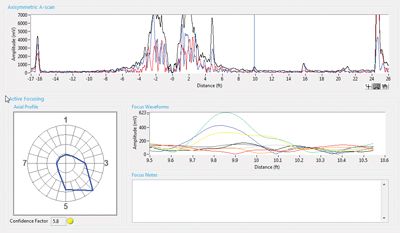 Die aktive Fokussierung verbessert die Fehlerermittlung durch die Konzentration der Schallenergie an einer bestimmen Rohrstelle, wodurch das Signal-/Rauschverhältnis verbessert wird. Es wird ein bestimmter Längenabschnitt auf dem Rohr ausgewählt und dann die Energie an acht verschiedenen Stellen um das Rohr fokussiert. So wird der Rohrquerschnitt
Segment um Segment geprüft. Mittels der aktiven Fokussierung kann auch die Größe des Defekts in Umfangsrichtung ermittelt werden.
Die aktive Fokussierung verbessert die Fehlerermittlung durch die Konzentration der Schallenergie an einer bestimmen Rohrstelle, wodurch das Signal-/Rauschverhältnis verbessert wird. Es wird ein bestimmter Längenabschnitt auf dem Rohr ausgewählt und dann die Energie an acht verschiedenen Stellen um das Rohr fokussiert. So wird der Rohrquerschnitt
Segment um Segment geprüft. Mittels der aktiven Fokussierung kann auch die Größe des Defekts in Umfangsrichtung ermittelt werden.
- ein Polarkoordinatensystem zeigt den Fehlerbereich in einem Kreisschema an
- verbesserte Durchschallung und zuverlässige Prüfung
für komplexe Anwendungen, wie unterirdische oder stark beschichtete Rohre - weniger Fehlalarme
Die aktive Fokussierung schallt konzentrierte Energie in die gewünschte Entfernung. Mit den entsprechenden axialen Profil wird die Größe des Defekts ermittelt.
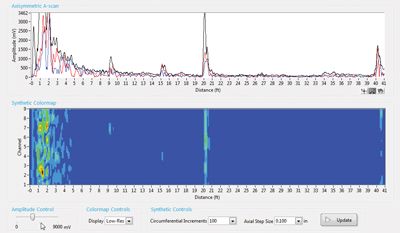 Synthetische Fokussierung
Synthetische Fokussierung
Die synthetische Fokussierung ist ein Mittel zur Nachbearbeitung (Offline) für die tiefer reichende Prüfdatenanalyse. Ein virtuelles Bild des „aufgeklappten“ Rohrs (C-Bild), dem die Phasengeschwindigkeit des Empfänger-Modus zugrunde liegt, wird erstellt. Es wird mit einer einzigen ausgewählten Frequenz ermittelt.
- Anzeige des ganzen Prüfbereichs
- ermittelt die Position in Achsrichtung und die Größe aller Defekte in Umfangsrichtung
- Ansicht des „aufgeklappten“ Rohrs (C-Bild)
Mit der synthetischen Fokussierung wird das Rohr „aufgeklappt“ dargestellt (C-Bild).
Berichterstellung
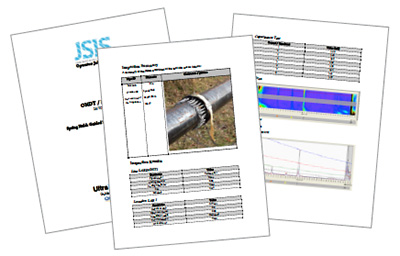 Der Bericht stellt automatisch alle wichtigen Prüfdaten in einem einzigen Dokument zusammen. Spezifische Prüfdaten, inklusive F-Bild, aktiver und synthetischer Fokussierung können in einem benutzerfreundlichen Berichtmenü ausgewählt und hinzugefügt werden. Der Bericht ist mit allen Details zur Prüflokalisierung kundenspezifisch anpassbar.
Der Bericht stellt automatisch alle wichtigen Prüfdaten in einem einzigen Dokument zusammen. Spezifische Prüfdaten, inklusive F-Bild, aktiver und synthetischer Fokussierung können in einem benutzerfreundlichen Berichtmenü ausgewählt und hinzugefügt werden. Der Bericht ist mit allen Details zur Prüflokalisierung kundenspezifisch anpassbar.
Mit der im Laptop integrierten Kamera kann der Prüfer schnell ein Bild von der Prüfumgebung in den Bericht importieren.
Technische Angaben
Technische Angaben zum Prüfgerät > Gewicht | 7,1 kg |
|---|---|
Technische Angaben zum Prüfgerät > Abmessungen (B x H x T) | 250 mm × 150 mm × 400 (mm) |
Technische Angaben zum Prüfgerät > Betriebsumgebung |
Lagertemperatur: –20 ˚C bis 60 ˚C
|
Technische Angaben zum Prüfgerät > Stromversorgung | zwei Lithium-Ionen-Akkus und ein Netzteil |
Technische Angaben zum Prüfgerät > Betriebsdauer | 1 Tag mit 8-stündigem Prüfeinsatz |
Technische Angaben zum Prüfgerät > Normen | CE, RoHS, WEEE |
Technische Angaben zum Prüfgerät > Gehäuse | gemäß IP54 |
Akkus > Akkumodell | OMNI-A-BATT2 (U8760059) |
Akkus > Akkutyp | Smart Lithium-Ionen-Akkus |
Technische Angaben zu den Impulsgeneratoren > Anzahl Kanäle | 16 |
Technische Angaben zu den Impulsgeneratoren > Impulsart | Rechteckimpuls |
Technische Angaben zu den Impulsgeneratoren > Impulsspannung | 40 V – 300 V Spitzenspannung |
Technische Angaben zu den Impulsgeneratoren > Modus | Impuls-Echo-Modus |
Technische Angaben zu den Impulsgeneratoren > Frequenzbereich | 15 kHz bis 85 kHz |
Technische Angaben zu den Impulsgeneratoren > Anzahl Zyklen | 1–10 |