Bleche und Rohre aus Kohlenstoffstahl
Überblick
 Kohlenstoffstahl
Kohlenstoffstahl
Rohre und Bleche
Die vielseitige Olympus-Lösung für Schweißnahtprüfungen kann mit verschiedenen Techniken eingesetzt werden, um Bleche und Rohre mit einem AD von 4,5 Zoll und größer, produktiver und effizienter zu prüfen. Phased-Array, TOFD und konventioneller Ultraschall können einzeln oder in Kombination eingesetzt werden, um den ganzen Prüfbereich der Schweißnaht mit hoher Nachweiswahrscheinlichkeit abzudecken.
Diese Lösung ist auch für verschiedene Prüfmethoden zur akkuraten Einschätzung der Fehlerposition und -größe ausgelegt. Die Stabilität und Kodierung der Scanner führen zu einer besseren Datenqualität und zu normgerechten Prüfungen. Verschiedene Scanner können die Daten manuell, manuell mit Weggeber, halbautomatisiert oder automatisiert erfassen.
Die Olympus-Lösung zur Schweißnahtprüfung bei Kohlenstoffstahl vereint Prüfgeräte, Scanner, Prüfköpfe und die Olympus-Software, angepasst an Ihre Bedürfnisse. Die Lösung ermöglicht die Einschätzung der Fehlergröße von Länge und Tiefe, die angenommen oder abgelehnt werden kann.
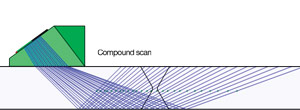
Kombinierter Scan
|
Die aktualisierte Software NDT SetupBuilder von Olympus bietet jetzt die Möglichkeit mit kombinierten Schallbündeln zu prüfen. Dieses innovative Prüfverfahren besteht aus einer Mischung von Sektor- und Linien-Scans und bietet viele Vorteile, wie:
|

PA-Sensoren und Vorlaufkeile zur Schweißnahtprüfung
 | Die PA-Sensoren und Vorlaufkeile A31 und A32 verfügen über besondere Features, die für ein neues Leistungsniveau stehen.
|
Prüfung bei hohen Temperaturen
 | Ein Vorlaufkeil zur Prüfung bei hohen Temperaturen ist mit den neuen PA-Sensoren A31 und A32 kompatibel und der Olympus-Mini-Wheel-Weggeber steht bei Anfrage zur Verfügung. Es können Prüfteile mit einer Oberflächentemperatur von bis zu 150 ⁰C geprüft werden. |
Fokusvorlaufkeile auf der passiven Achse
 | Diese patentierte Fokusvorlaufkeil-Serie für die passive Achse von Olympus kann Schallbündeldivergenzen in der passiven Richtung bei der Prüfung von Rundschweißnähten von Rohren ausgleichen. Die kleinere Schallbündelbreite ermöglicht die Messung kleinerer Fehler auf der Scan-Achse, wodurch geringere Ausschussraten erzielt und die Bilder schärfer angezeigt werden. Da die Schallbündelenergie fokussiert wird, wird auch das Signal-Rausch-Verhältnis verbessert, was zu schärferen Bildern der Fehler führt. |
Allgemeine Verfahren
Ultraschalllösungen für die Schweißnahtprüfung
Das OmniScan-Prüfgerät steht für eine etablierte Erfolgsgeschichte zur zuverlässigen und kostengünstigen Schweißnahtprüfung mittels Phased-Array (PA) als Alternative zur Radiographie. Die Olympus-Lösungen für die Schweißnahtprüfung mittels konventionellem Ultraschall bieten eine kostengünstige Möglichkeit Schweißnähte zu prüfen, unter Einhaltung der Normen und Herstellungsangaben. Durch die ideale Kombination von Prüfgerät, Scanner, Weggeber und Software können diese Lösungen nahezu überall eingesetzt werden. Die stets verbesserte und unterstützte Software vereinfacht die Schweißnahtprüfung und ermöglicht den kompletten Arbeitsablauf effizienter durchzuführen.
Die Olympus-Lösung zur Schweißnahtprüfung kann an Schweißnähten aus Kohlenstoffstahl oder korrosionsresistente Legierungen, wie austenitische Materialien, angewendet werden.
Hauptvorteile:
- schnelle Schweißnahtprüfung von verschiedenen Durchmessern, Dicken und Materialien
- deckt 100 % des Schweißnahtvolumens
- Anpassung an Stoßnaht, Rundnaht, lange Liniennaht, bei Zugang von nur einer Seite und an die meisten Schweißnahtprofile
- tragbar, für Prüfung im Labor und vor Ort
Kombination verschiedener Techniken zur Verbesserung von Prüfbereich und Effizienz
Phased-Array Impuls-Echotechnik Die Phased-Array-Technik basiert auf der Kapazität Schallbündel elektronisch zu ändern, die durch Sensoren mit mehreren kleinen Elementen erzeugt wurden. Wenn diese Elemente mit verschiedenen Verzögerungen (Sendemodulierungen) angeregt wurden, können die Schallbündel an verschieden Winkeln einschallen und an spezifischen Tiefen fokussieren. | 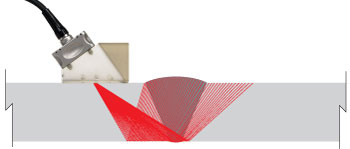 |
Konventioneller Ultraschall Impuls-Echo-Technik Diese Technik setzt einen Einzelschwingerschallkopf ein, um ein Schallbündel an einem festen Winkel einzuschallen. Das Echo schallt zurück zum Schallkopf und wird vom Gerät erfasst, um Informationen über Größe und Position zu liefern. |  |
| TOFD-Methode mit Laufzeit und Beugung Die TOFD-Methode mit Laufzeit und Beugung ist eine Technik mit konventionellem Ultraschall, die auf der Eigenschaft von Defekten (z.B. Rissen) beruht. Beim Aufprall der Schallbündel, die durch den senderseitigen Prüfkopf erzeugt wurden, wird die Energie von den Enden der Defekte zum empfängerseitigem Schallkopf geführt. Die TOFD-Technik setzt ein breites Schallbündel ein, das den Prüfbereich gut abdeckt und unabhängig von der Ausrichtung des Defekts ist. | 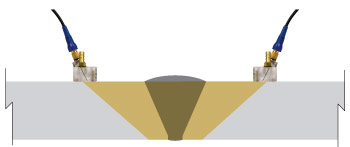 |
Sender-Empfänger Longitudinal Welle Diese Technik setzt getrennte S/E-Prüfköpfe ein, um gebrochene Longitudinalwellen zu erzeugen. Der Einsatz getrennter Prüfköpfe minimiert die Empfindlichkeit von schallstreuenden Materialien, was besonders vorteilhaft für die Prüfung von grobkörnigen Legierung (z. B. austenitischen Materialien und Nickel) ist. | 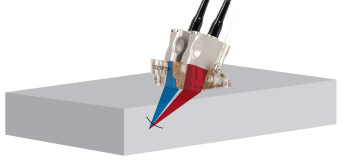 |
Oberflächenwellemethode Bei dieser Ultraschallprüftechnik werden Ungänzen anhand einer rückkehrenden Oberflächenwelle erkannt, die sich auf der Oberfläche des Prüfteils ausbreitet. | 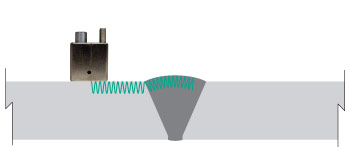 |
Automatische Ultraschallprüfung im Vergleich zur Radiographie
Die Ultraschallprüfung hat sich im Gegensatz zur Radiographie als sehr effizient für die Schweißnahtprüfung an Druckkesseln, Tanks, Rohren und anderen Schweißnahtkonfigurationen erwiesen. Die Olympus-Lösungen zur Schweißnahtprüfung entsprechen den ASME- und API-Normen und ersetzen andere Anforderungen der Radiographienormen, wie die Erfassung von Rohdaten und den Einsatz eines Weggebers. Im Vergleich zur konventionellen Radiographie bieten die Olympus-Lösungen zur Schweißnahtprüfung folgende Vorteile:
- keine Verstrahlungsgefahr
- keine Produktionsausfallzeiten
- softwareseitiges Archivieren von Prüfdaten in Echtzeit
- kein Archivieren von Filmmaterial
- verbesserte Produktivität
- verbesserte Nachweiswahrscheinlichkeit
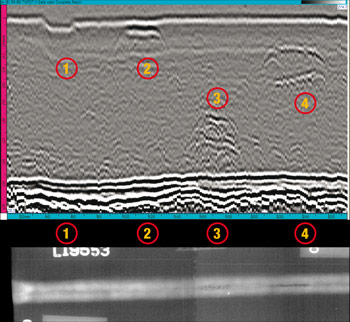
Vergleich von Fehlerindikationen
 |
|
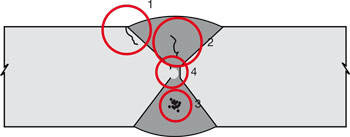
Messfunktionen
| ID | Defektart | autom. Ultraschall | Radiographie |
| 1 | Kerbriss |
• Position X, Y und Z
• Bestimmung der Länge • Bestimmung der Höhe |
• Position X und Y
• Bestimmung der Länge |
| 2 | Riss Mitte Schweißbahn |
• Position X, Y und Z
• Bestimmung der Länge • Bestimmung der Höhe | • nicht erkannt |
| 3 | Porosität |
• Position X, Y und Z
• Bestimmung der Länge |
• Position X und Y
• Bestimmung der Länge |
| 4 | ungenügende Durchschweißung |
• Position X, Y und Z
• Bestimmung der Länge • Bestimmung der Höhe |
• Position X und Y
• Bestimmung der Länge |
Vorteile der Olympus-Lösungen zur Schweißnahtprüfung
| Olympus-Lösungen mittels konventionellen Ultraschall | Radiographie | |
| Verstrahlungsgefahr | nein | ja |
| Abgeschirmter Bereich | nein | nein |
| Einfacher Einsatz vor Ort | ja | nein |
|
Nachweiswahrscheinlichkeit
(von Flächenfehlern wie Rissen und ungenügender Aufschmelzung) | sehr gut | schlecht |
| Prüfleistung | sehr gut | gut |
| Größenbestimmung in Richtung Tiefe | hohe Präzision | schlecht |
| Größenbestimmung in Richtung Länge | hohe Präzision |
gute Präzision
|
Prüfmethoden
Scanmethoden
Unsere Lösung für die Prüfung von Schweißnähten aus Kohlenstoffstahl ist mit verschiedenen Scanmethoden einsetzbar.
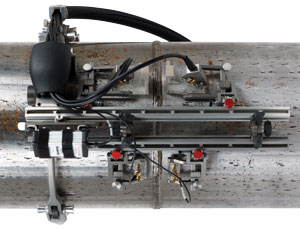
Automatisiert
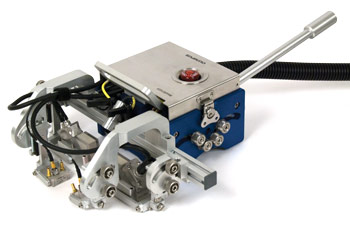
Der WeldROVER Scanner ist die ideale automatisierte Prüfmethode mit einem Paar PA-Sensoren und bis zu drei Paaren TOFD-Sensoren. Er prüft schneller und in stabiler Bewegung für die Sensoren, was zu einer höheren Prüfrate und genaueren Datenerfassung führt. |
Für effizientes automatisches Scannen von Schweißnähten aus Kohlenstoffstahl in schwer zugänglichen Bereichen ermöglicht der motorgesteuerte SteerROVER Scanner die Steuerung des Scanners aus der Entfernung. Der SteerROVER Scanner mit seiner robusten Touchscreen-Handfernbedienung wird verwendet, um zuverlässige Phased-Array-Ultraschallprüfungen (PA) von Umfangs- und Längsschweißnähten durchzuführen. Das optionale RECON-Kamerakit unterstützt die Navigation des Scanners, hält ihn gut auf die Schweißnaht zentriert und sorgt dafür, dass die Sensoren auf der Oberfläche bleiben. |

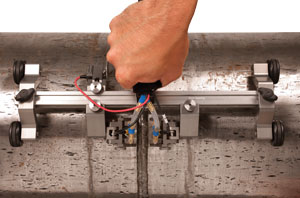
Manuell und manuell mit Weggeber
Die Schweißnahtprüfung erfolgt manuell mit einem PA-Sensor, der an einen Mini-Wheel Weggeber montiert oder der mit dem VersaMOUSE Handscanner eingesetzt wird. |

Halbautomatisiert
|
| ||
|
| ||
|



PrüfverfahrenPhased-Array (PA): mehrere Schallbündelwinkel, Schallbündelarten und Schallbündel-Offsets werden elektronisch erzeugt, für größere Flexibilität zur leichteren Anpassung an verschieden Schweißnahttypen Konventioneller Ultraschall (UT): alternativ zu Phased-Array einsetzbar, wenn sehr hohe Prüfgeschwindigkeit benötigt wird oder wenn Kostenfaktor wichtiger ist als die Flexibilität TOFD: für schnelle und einfache unabhängige Prüfung oder zusätzlich mit Impuls-Echo-Technik einsetzbar PA plus TOFD: für beste Prüfleistung bei Schweißnähten aus Kohlenstoffstahl, beide Techniken ergänzen sich zur hervorragenden Darstellung, Nachweiswahrscheinlichkeit und Fehler-Charakterisierung | Anwendungen
|
