
Extraction, filtration, drying, and weighing
Precision components must be free of contaminants to work properly. Parts that are made with unclean components can fail prematurely. Technical cleanliness is the process of measuring the level of contamination from these particles to help ensure high-quality finished products. In the first of this six-part blog series, we will take a close look at the first step of the technical cleanliness workflow—preparation (extraction, filtration, drying, and weighing). First, let’s look at where preparation fits into the overall technical cleanliness inspection process:
- Preparation
- Extraction
- Filtration
- Drying and weighing
- Inspection
- Image acquisition
- Particle detection
- Particle size measurement and classification
- Particle count extrapolation and normalization
- Contamination level calculation
- Cleanliness code definition
- Maximum approval check
- Separation of reflective and nonreflective particles
- Fiber identification
- Results review
- Reporting
Extraction
The components to be tested are placed in an extraction cabinet in a clean room, and any contaminant particles or residues are removed via flood, squirt, rinse, or ultrasonic bath.
For the vast number of functionally relevant components in automobiles, extraction with a liquid is suitable. The rinsing liquid must be compatible with the component as well as the filtration device.
Note that the extraction cabinet must be cleaned regularly to avoid becoming a source of contamination. For this reason, the empty cabinet is flushed several times. The washing rinse is then filtered and examined for particles. The amount of residue becomes constant after 3 to 4 washing cycles, which results in a background value for the given configuration (rinse, cabinet, and filter). It is sufficient to weigh the filter membranes to obtain this blank value.
Filtration
The washing rinse is filtered through a membrane, and the extracted particles are collected on the filter. This filter is clamped in a holder that is part of the extraction cabinet. If the washing rinse is an oil, it’s filtered directly. A defined quantity (about 50 ml) of oil is drawn through a vacuum filter holder. The particles remain behind on the filter. It’s important to note that a filter will not usually be covered completely with residue particles (the border of the filter is covered by a seal that results in a reduced flow-through area). |  A filter membrane clamped and in use with an extraction cabinet |
Filter sizes vary from 25 mm to 90 mm in diameter. The typical filter size and quasi-standard for technical cleanliness is 47 mm. Filter membrane materials include:
- Cellulose: Excellent compatibility with aqueous solutions
- Polyester: Uniform image background; easy to set threshold for particle detection
- Glass fiber: Ideal for solutions with high levels of suspended solids or high viscosity
- Nylon mesh: Very good resistance to almost all solvents; needs a white support layer as it is transparent
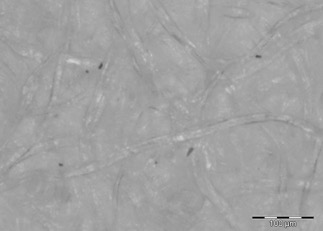 Cellulose filter membrane | 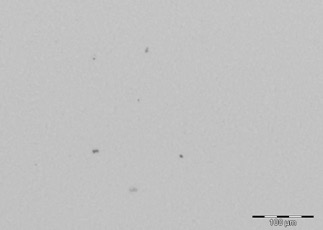 Polyester filter membrane |
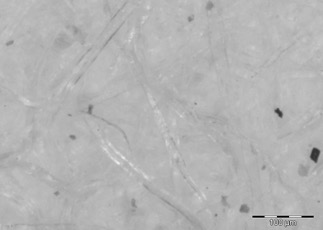 Glass fiber filter membrane | 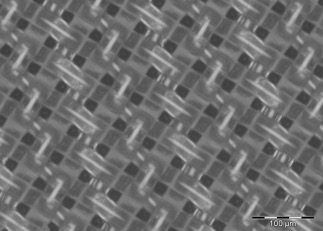 Nylon mesh filter membrane |
Drying and Weighing
The filter membrane is dried in preparation for further analysis. The rinse fluid or oil can be removed using an exsiccator (a desiccator), a drying oven, or dedicated equipment.
The dried filter membrane (with all impurities on it) is then weighed using an analytical balance with an integrated windshield. The gravimetric result gives the first value for the residue particles, but the size, shape, and other particle parameters are still unknown.
The weighted filter membrane is next mounted on a filter holder, ready for the next phase of the technical cleanliness inspection process—image acquisition. Check back for Image Acquisition and Particle Measurement, part two of six in our "Breaking Down the Technical Cleanliness Workflow" blog series.
