
Bo Hyun Kim es profesor de la Escuela de Ingeniería Mecánica de la Universidad Soongsil (Corea del Sur). Él investiga la tecnología de micromecanización de ultra precisión mediante el uso de microscopios digitales y la microscopía confocal láser 3D. Se entrevistó a Bo Hyun para conocer más acerca de su investigación y de cómo usa los microscopios para obtener resultados significativos.
P: ¿Qué es la tecnología de micromecanización de ultra precisión?
Bo Hyun: La tecnología de micromecanización de ultra precisión es una técnica de fabricación que produce características o piezas de tamaño micrométrico con la precisión y rugosidad del nivel nanométrico. La necesidad de esta tecnología de micromecanización de ultra precisión se está intensificando rápidamente en la tecnología de la información, las piezas electrónicas, así como en las piezas y moldes micromecánicos. El campo de aplicación también se está ampliando.
Para hacer frente a esta demanda tecnológica, el Laboratorio de Ingeniería y Fabricación de Precisión (PREMA) está llevando a cabo investigaciones relativas a la tecnología de procesamiento de alta precisión, como el fresado, la perforación y el pulido de micronivel, además del mecanizado electroerosivo (EDM) y el mecanizado electroquímico (ECM).
Los típicos campos de investigación son los siguientes:
- Procesamiento de ultra precisión de materiales de elevada dureza (cerámica, carburo cementado, cristal de zafiro, etc.)
- Micromecanizado de descarga eléctrica (micro-EDM)
- Tecnología de fabricación por microherramientas
- Tecnología de procesamiento híbrido (combinación de tecnologías de procesamiento, como el de corte, pulido, EDM, ECM y láser)
P: ¿Podría compartir con nosotros algunos de los resultados obtenidos a partir de su investigación en este campo y los instrumentos que usa para conseguirlos?
Bo Hyun: En mi investigación, observar y medir la superficie mecanizada usando varios métodos es sumamente importante.
Muchos parámetros de mecanizado pueden afectar la precisión de este proceso. Por tanto, es primordial verificar continuamente las imágenes y medir la superficie mecanizada para asegurarse de que el mecanizado se esté ejecutando apropiadamente en cada etapa.
Por ejemplo, si se toma el caso del vidrio Pyrex mecanizado en modo dúctil:
La primera imagen a continuación (Figura 1, izquierda) muestra microranuras en la superficie de un vidrio Pyrex que ha sido mecanizado por microherramientas de diamante policristalino (PCD). Dado que el material de vidrio es frágil, es difícil mecanizar microcaracterísticas en él sin generar grietas. En este caso, la ranura vertical en la imagen fue mecanizada mediante una profundidad de corte de 1 µm. Aun así la profundidad del corte dejó varias grietas en la superficie del vidrio. Sin embargo, cuando la profundidad del corte se redujo a 0,25 µm en la ranura horizontal, el vidrio fue mecanizado sin grietas, a lo cual se le denomina corte en modo dúctil.
A fin de incrementar la durabilidad de las herramientas PCD o eliminar la causa del agrietamiento que se produce frecuentemente durante el mecanizado, es importante verificar los cambios de rugosidad y superficie a medida que se modifican las condiciones experimentales.
En este caso, un microscopio digital y un microscopio confocal láser son herramientas efectivas para observar y medir la superficie procesada. Al usar el microscopio digital DSX1000 y el microscopio confocal láser 3D LEXT™ OLS5100 de Evident con el fin de observar y medir las superficies, es posible mejorar la calidad del mecanizado para crear una superficie exenta de grietas en modo dúctil.
A continuación, se muestran los resultados a partir de los microscopios:
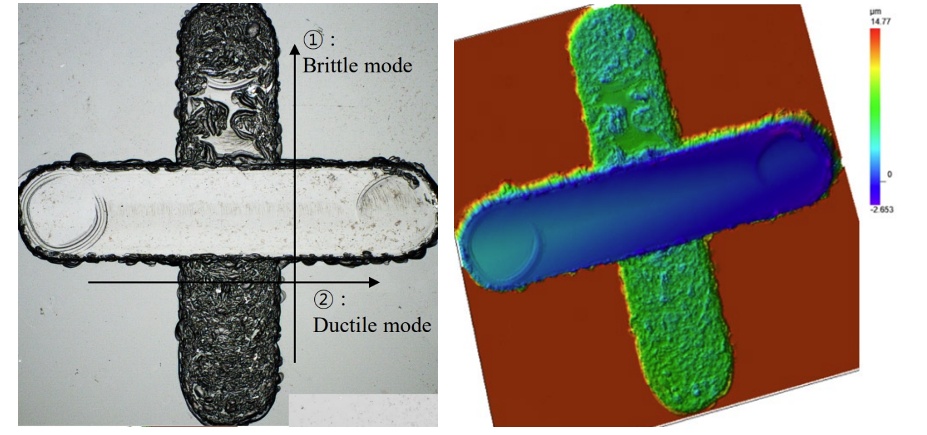
Figura 1. Microranuras mecanizadas en superficie de vidrio Pyrex con microherramientas PCD. Izquierda: Imagen microscópica. Derecha: Perfil de superficie. Las imágenes fueron tomadas y medidas usando el microscopio confocal láser 3D OLS5100.
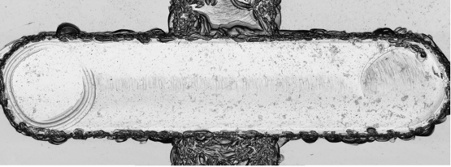
Figura 2. Microranuras mecanizadas en una superficie de vidrio Pyrex. En este primer plano, se puede apreciar que, cuando la profundidad del corte es de 0,25 µm, el vidrio Pyrex puede ser mecanizado sin crear grietas, lo que se denomina «corte en modo dúctil». La imagen y las mediciones fueron adquiridas usando el microscopio confocal láser 3D.
|
Velocidad de alimentación
(µm/s) |
Profundidad de corte
(µm) |
Profundidad total
(µm) | |
|---|---|---|---|
| Modo quebradizo | 100 | 1 | 10 |
| Modo dúctil | 20 | 0,25 | 14 |
| Condiciones de pulido | |
|---|---|
| Herramientas usadas | PCD |
| Granulometría (µm) | 10 |
| Diámetro de herramienta (µm) | 150 |
| Capacidad de trabajo (pF) | 500 |
| Material de pieza de trabajo | Pyrex |
| Velocidad de rotación (rpm) | 60, 000 |
| Velocidad de alimentación (µm/s) | 20–100 |
| Profundidad de corte (µm) | 0.25–1 |
| Profundidad total (µm) | 14 |
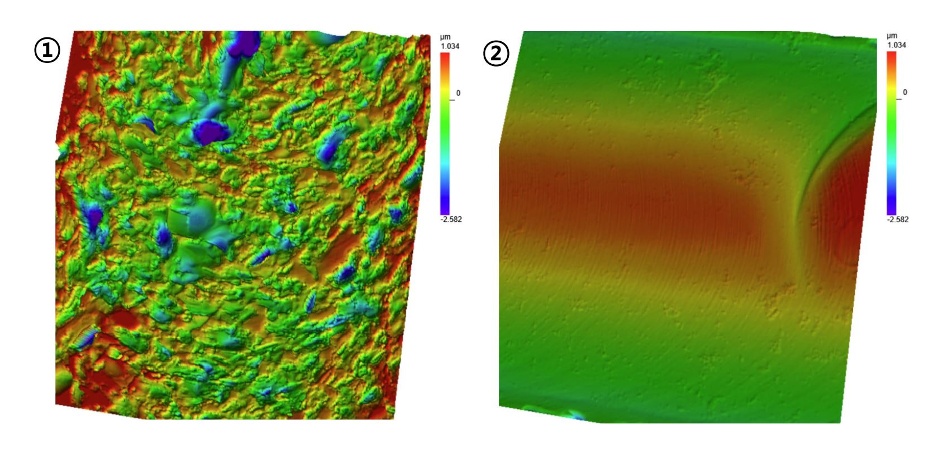
- Tras producir una superficie quebradiza mediante la primera condición (1), el proceso en modo dúctil mediante la segunda condición (2)
- crea una superficie exenta de grietas en modo dúctil a la vez que el mecanizado es más profundo que con las grietas quebradizas (diferencia de paso: 4 µm).
|
Velocidad de alimentación
(µm/s) |
Profundidad de corte (DOC):
µm |
Profundidad total:
µm |
Rugosidad superficial promedio (Ra):
µm |
Altura máxima (Rz):
µm | |
|---|---|---|---|---|---|
| 1. Quebradizo | 100 | 1 | 10 | 0,437 | 2,589 |
| 2. Dúctil | 20 | 0,25 | 14 | 0,015 | 0,141 |
Figura 3. Comparación de la rugosidad superficial de una superficie de vidrio mecanizada en los modos dúctil y quebradizo. Equipamiento usado: Microscopio de escaneo láser 3D OLS5100
Mediante el uso del microscopio digital 3D y el microscopio confocal láser, la calidad del mecanizado puede mejorar radicalmente si los datos analíticos de rugosidad y precisión de mecanizado son comparados y se reflejan en la configuración de los parámetros de mecanizado. Esto es sumamente importante, ya que un mecanizado de elevada calidad conllevará a una mejor calidad de producto.
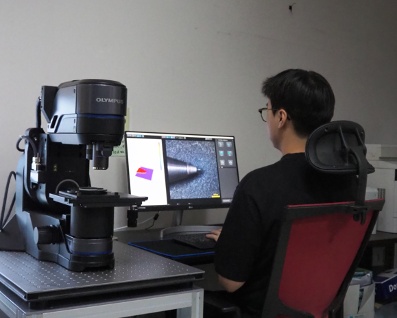
El profesor Bo Hyun Kim usa un microscopio digital DSX1000 para verificar los cambios en la rugosidad y superficie de las superficies mecanizadas.
P: ¿Cuáles son sus futuros planes de investigación?
Bo Hyun: En el futuro, el Laboratorio de Ingeniería y Fabricación de Precisión continuará llevando a cabo importantes investigaciones académicas y prácticas con respecto al procesamiento de ultra precisión en varios campos.
Más contenido sobre la tecnología de micromecanización de ultra precisión
Para conocer más acerca de la tecnología de micromecanización de ultra precisión, consulte los siguientes artículos creados por el Prof. Bo Hyun Kim.
- Ciencias aplicadas | Texto completo gratuito | Experimental Study on Micro-Grinding of Ceramics for Micro-Structuring (mdpi.com)
- Micromecánica | Texto completo gratuito | Microfluidic Chip Fabrication of Fused Silica Using Microgrinding (mdpi.com)
Acerca del (de la) entrevistado(a)
 | Bo Hyun Kim es profesor en la Escuela de Ingeniería Mecánica de la Universidad Soongsil (Corea del Sur); su campo de especialización es el procesamiento de ultra precisión de materiales de elevada dureza. Colabora con el mundo académico a través de investigaciones avanzadas y la publicación de artículos sobre las tecnologías de microprocesamiento de ultra precisión, como el mecanizado por descarga eléctrica, el mecanizado electroquímico y el mecanizado por láser, así como el mecanizado mecánico (p. ej., corte, fresado y pulido). |
Contenido relacionado
Medición de la rugosidad superficial: Consejos prácticos para un buen inicio
Cinco ventajas del microscopio digital DSX1000
Premio iF Design Award 2022 para el microscopio digital DSX1000
