
Hasta ahora existía una falta de información con respecto a la cobertura de haz proporcionada por los equipos de ultrasonido multielemento (Phased Array) que se dotan del método de focalización total (TFM). Básicamente, era un juego de suposiciones. Los inspectores asumían que la cobertura de haz aplicada era uniforme a través del área de interés. Sin embargo, tal como puede deducirse, el hecho de asumir no garantiza resultados precisos.
Saber de antemano el nivel de cobertura proporcionado por cada modo de propagación e identificar el área de mayor y menor sensibilidad de señal brinda una ventaja considerable a los inspectores. Pueden estar más seguros de la capacidad de cada modo para detectar el tipo de defecto de su interés. En ese mismo sentido, tener mayor certeza es un gran beneficio en las operaciones de inspección.
Región acústica y método de focalización total (TFM)
A pesar de que el método de focalización total (TFM) ha sido usado por décadas en la industria médica y algunos años en el ámbito de los ensayos no destructivos, los inspectores que usaban este método se han visto sujetos a aplicar una metodología de ensayo-error para poder alcanzar resultados adecuados. Las diversas opciones para los modos de propagación (trayectorias de imagen o trayectorias acústicas) pueden dejar al usuario confundido, y los resultados de inspección son imprevisibles.
Con un sistema TFM típico, el usuario da por hecho que la región de influencia acústica (o de energía) se distribuye uniformemente a través de la completa área determinada en el plan de escaneo. En realidad, el nivel de influencia acústica varía entre las áreas de escaneo por el método de focalización total (TFM); por lo tanto, puede que algunos defectos no sean detectados con una óptima relación señal-ruido (SNR). La influencia acústica efectiva es afectada por varios factores, como la velocidad del material, la frecuencia de la sonda, la direccionalidad del defecto, etc. Y, lo más importante, es su fuerte dependencia al modo de inspección que se elija.
El problema de trabajar con el método de focalización total (TFM)
Crear una zona de trabajo es un método que genera falsas expectativas en el usuario. El enfoque del haz, que se ejecuta por la adquisición posterior del haz, también se ve limitado por la física del ultrasonido, tal como el ultrasonido multielemento (PA). Simplemente, algunos haces no son capaces de llegar a todas las áreas de la zona con la potencia de enfoque que se espera.
Por ejemplo, en el modo TTT, es imposible alcanzar una sensibilidad acústica lo suficientemente alta para detectar un reflector en la esquina superior derecha de una zona (vea la captura de pantalla a continuación). Sin embargo, un operador puede asumir fácilmente que esta sección está cubierta a nivel de la zona y cree que está focalizada.
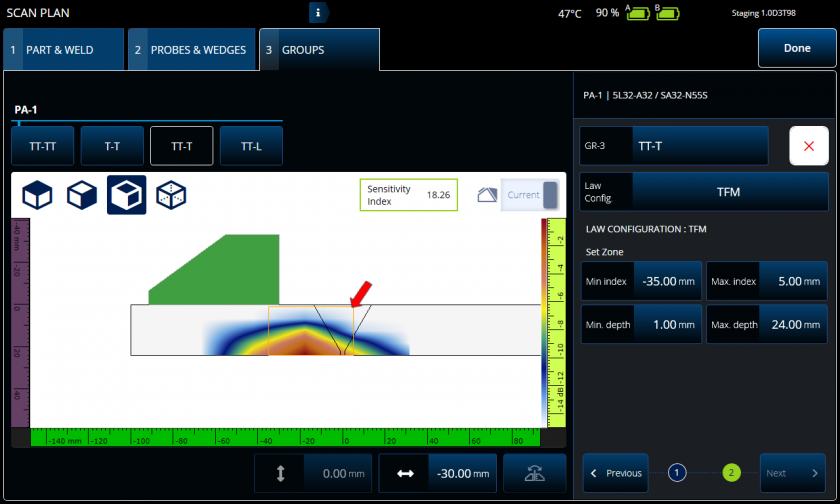
Herramienta de modelado de mapa de influencia acústica (AIM): La flecha roja ha sido agregada para resaltar la falta de respuesta de amplitud en la esquina superior derecha de la zona para un grupo de onda TT-T en un defecto plano
Mejoramiento de su mapa de influencia acústica (AIM)
El mapa de influencia acústica (AIM) es una herramienta de modelado que guía al usuario en la selección del modo correcto para el defecto de interés. La herramienta crea un modelo, directamente en el detector de defectos OmniScan X3, que representa un mapa de amplitud en la zona delineada. El mapa presenta una codificación cromática:
- Las áreas rojas representan que la respuesta ultrasónica es muy buena y varía entre 0 dB y –3 dB en relación con la amplitud máxima.
- Las áreas naranjas varían entre –3 dB y –6 dB a partir de la amplitud máxima.
- Las áreas amarillas varían entre –6 dB y –9 dB.
- Y, así consecutivamente.
Los inspectores pueden escoger entre un reflector omnidireccional (volumétrico), como la porosidad, o un reflector de mayor planitud, como una grieta. El ajuste dedicado a un determinado tipo de defecto actualiza el modelo AIM, permitiendo la visualización de la diferencia en amplitud para tal defecto con un modo específico.
Herramienta de modelado AIM: El modelado AIM cambia a medida que el valor del ángulo del reflector es ajustado.
Esta función permite a los inspectores comparar la cobertura de cada modo y asegurarse de que se alcance una óptima sensibilidad de señal para la detección en una zona definida. Incluso antes de iniciar la inspección, los inspectores pueden tener la certeza absoluta sobre la idoneidad del modo usado para el tipo de defecto que están buscando.
Contenido relacionado
Cinco razones para optar por el detector de defectos OmniScan X3
