6.6 Interpretación de la forma de onda (A-scan) básica
La interpretación de las formas de onda ultrasónicas siempre requiere una formación y una experiencia adecuadas. Un operador capacitado puede utilizar las características del eco para determinar la geometría de un defecto, así como su ubicación. En esta sección se ofrece una visión general simplificada de algunos defectos que se encuentran comúnmente. Note que estos ejemplos están pensados únicamente para demostrar conceptos, y no pretenden sustituir la interpretación de un operador capacitado que conozca los requisitos de su ensayo específico.
En todos los casos, la calibración inicial del haz angular debe efectuarse primero como se indica en la — Retardo del haz recto. La mayoría de los procedimientos de ensayo también especificarán cómo establecer un nivel de ganancia de referencia, utilizando el taladro lateral en un bloque IIW o un reflector de referencia similar para normalizar el nivel de ganancia inicial dedicado a una inspección. Después de esta etapa, los ensayos pueden comenzar; por lo general, al usar el patrón de desplazamiento de la sonda descrito en la — Prácticas de inspección frecuentes.
Aumento
Cuando se observa un defecto durante la exploración, el siguiente paso normalmente es identificar la posición de la sonda que produce la máxima amplitud reflejada. A este procedimiento se le conoce como «aumento» y se desarrolla en dos direcciones: la primera a lo largo de la longitud de la soldadura (dirección transversal), y la segunda en función de la distancia que se establece a partir de la soldadura (dirección axial). El software de memoria de picos (Peak Memory), que dibuja una envolvente de eco, es muy útil para documentar la ubicación de la sonda en donde se produce la señal más larga.
| Aumento transversal | Aumento axial |
El procedimiento de aumento transversal también puede ser utilizado para determinar el ancho transversal del defecto. Un procedimiento común es la «técnica de la caída a 6 dB», expuesta en el gráfico a continuación, en el que la sonda es desplazada de izquierda a derecha mientras se observan los dos puntos en donde la máxima reflexión, cuya observación se da en el centro del defecto, cae al 50 % en los bordes/flancos. La distancia entre el centro de la sonda a partir de cada uno de estos puntos representa el ancho del defecto. Otros procedimientos pueden usar un punto de amplitud diverso como referencia.
Ejemplos de defectos
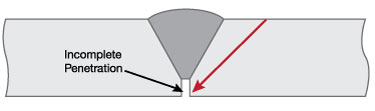
(a) Penetración incompleta: Por lo general, este defecto genera una reflexión muy fuerte a partir de la base de la soldadura en el límite de primer salto/segundo salto. El mismo defecto puede ser observado si la soldadura es escaneada desde el lado opuesto.
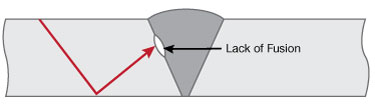
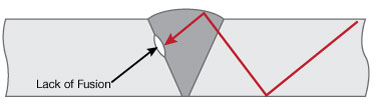
(b) Falta de fusión: Por lo general, este defecto genera una reflexión fuerte con tiempos de elevación y caída en el segundo salto a partir de un lado de la soldadura, y una indicación más débil de tercer salto o nada desde el lado opuesto. La respuesta prolongada con el escaneo axial indica la longitud de la sección transversal. A continuación, se proporcionan dos videos: el primero muestra la señal cuando la soldadura es escaneada a partir del lado que presenta la falta de fusión, y el segundo video muestra el mismo reflector visto desde el lado opuesto.
 |  |
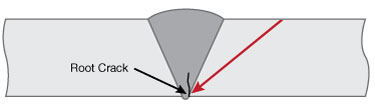
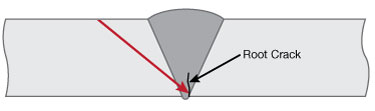
(c) Grieta en la raíz de la soldadura: Por lo general, este defecto genera una señal de primer salto a partir de la parte inferior de la soldadura, con la indicación de la grieta que aparece cerca de una reflexión proveniente de la corona inferior de la soldadura. A continuación, se proporcionan dos videos: el primero muestra la señal cuando la soldadura es escaneada a partir del lado que presenta la grieta en la raíz, indicándose la grieta en la puerta y el eco de la corona de la soldadura que la sigue en la celda L1. El segundo muestra el mismo reflector tal como se visualiza desde el lado opuesto, con el eco fuerte de la corona precedente a la indicación de la grieta.
 |  |
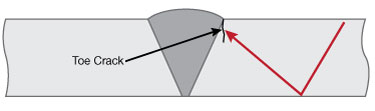
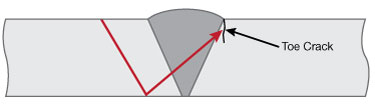
(d) Grieta en el pie de soldadura: Por lo general, este defecto produce una señal de segundo salto a partir de la parte superior de la soldadura, por encima del eco de la corona cuando el ensayo se efectúa a partir de un lado, y subsecuente al eco de la corona cuando el ensayo se efectúa a partir del lado opuesto. En los siguientes videos el eco de la corona se ubica en la celda L2. El primero video muestra la señal cuando la soldadura es escaneada a partir del lado que presenta la grieta en el pie de la soldadura, y el segundo video muestra el mismo reflector visto desde el lado opuesto. Debido a que no son defectos planos, las grietas frecuentemente producen reflexiones multifacéticas.
 |  |
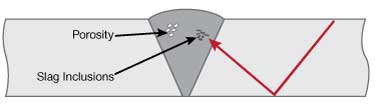
(e) Porosidad e inclusiones de escoria: Por lo general este defecto produce un aglomerado de ecos que exhiben múltiples fases a medida que la sonda gira. Las indicaciones del defecto no serán nunca tan fuertes como aquellas que se visualizan a partir de los defectos planos y grietas grandes. La escoria puede presentarse de manera muy similar a la porosidad. Puede que los ecos multifacéticos no sean tan fuertes como aquellos producidos por la porosidad, y las formas de los picos y amplitudes podrían cambiar de forma rápida a medida que la sonda gira.