Por favor, note que la disponibilidad del producto varía según la región. Póngase en contacto con el servicio de ventas de Olympus para obtener más información.
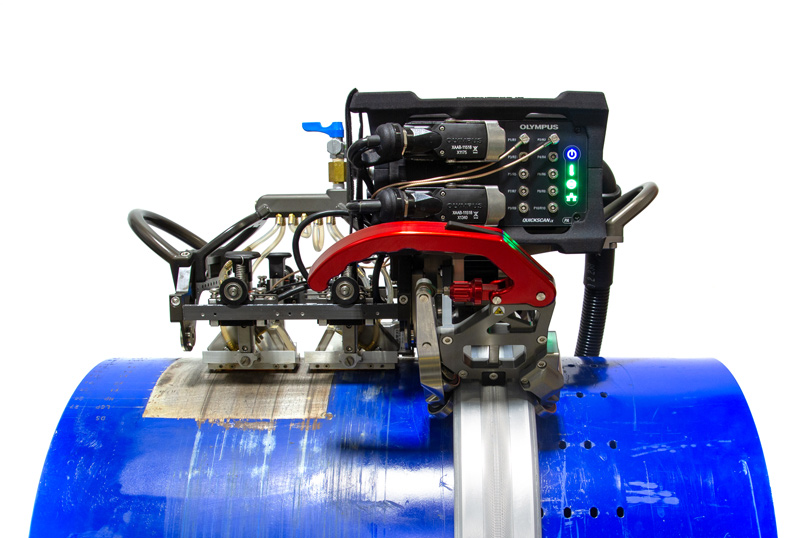
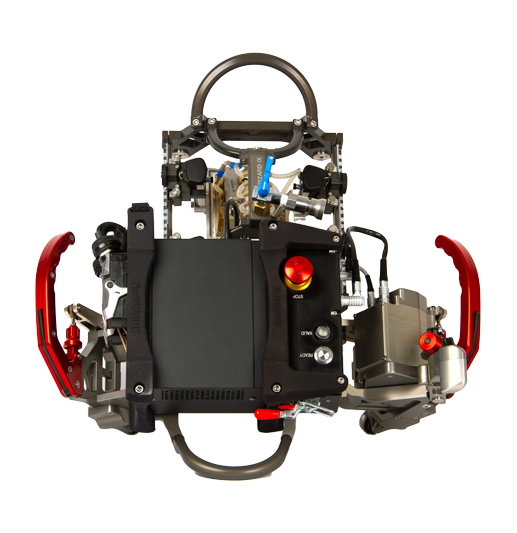
Sistema ultrasónico automatizado PipeWIZARD™ iX para la inspección de soldaduras circunferenciales
El sistema de ensayos por ultrasonido multielemento (Phased Array) PipeWIZARD™ iX ayuda a las empresas a asegurar un control fiable de las soldaduras circunferenciales durante el proceso de construcción. Dotado de una resistencia y compactibilidad por igual, el sistema PipeWIZARD iX está diseñado para inspecciones de tuberías marítimas y terrestres. Siendo una solución eficiente para ensayos ultrasónicos automatizados (AUT), este potente
sistema de detección multitecnológico revela los defectos en soldaduras circunferenciales y en las zonas afectadas por calor (HAZ) a fin de analizarlos y evaluarlos con total rapidez.
Instrumento de elevado rendimiento para inspecciones estándares y avanzadas
El sistema PipeWIZARD iX está fabricado para resistir vibraciones, impactos, interferencias electromagnéticas, así como temperaturas desapacibles. Gracias a su diseño compacto y aun así robusto, el sistema PipeWIZARD iX también es fácil de transportar y manipular con confianza.
Más ligera que su predecesor, la unidad de adquisición de datos del sistema PipeWIZARD iX está integrada en el escáner, lo que facilita su configuración y funcionamiento. Presentando una electrónica más potente y más canales de entrada, la unidad de adquisición de datos QuickScan iX PA 64:256 aumenta las capacidades y la eficiencia del sistema PipeWIZARD, lo que permite destacar una capacidad de cobertura y soporte optimizada para las
técnicas ultrasónicas de inspección avanzada.
Facilidad de uso y eficiencia in situ optimizadas
El diseño optimizado de la instrumentación del sistema PipeWIZARD iX proporciona una flexibilidad y adaptabilidad de configuración intensificada. Las longitudes adicionales para el cableado umbilical, los conectores de rápido enganche y los módulos de sonda configurables le brindan mayor capacidad para acomodar la configuración del PipeWIZARD iX en función de las necesidades de inspección y ambientales variables. Su banda más angosta
reduce a su vez los requisitos de recorte de revestimiento en comparación con su predecesor.
El sistema PipeWIZARD iX viabiliza un trabajo conjunto más claro y eficiente por parte del personal de inspección in situ. Los indicadores luminosos y las funciones del software integrados facilitan la comunicación entre el técnico y el operador del escáner; por tanto, la inspección es fluida incluso bajo condiciones desafiantes.
Flujo de trabajo de inspección y de análisis mejorado
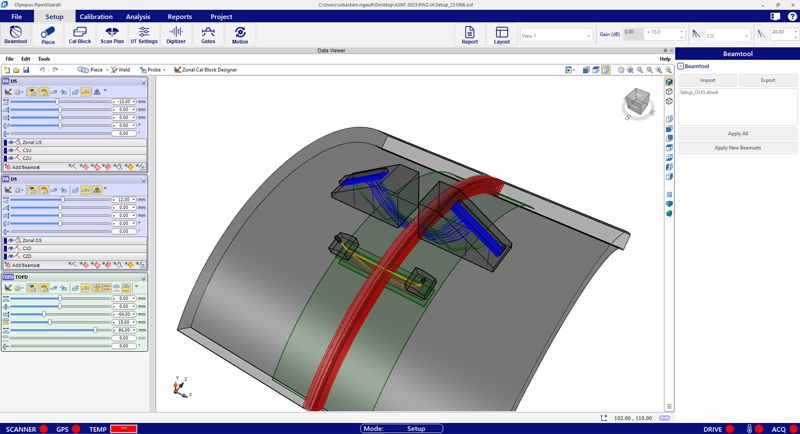
Poseedor de un diseño que evidencia los requisitos clave para una validación fiable y de conformidad normativa de las soldaduras circunferenciales, el agradable software PipeWIZARD iX es mucho más simple de usar incluso con funciones más avanzadas y herramientas sofisticadas, como las siguientes:
Software ES BeamTool integrado
Configurador de bloque de calibración
Calibración del codificador automática
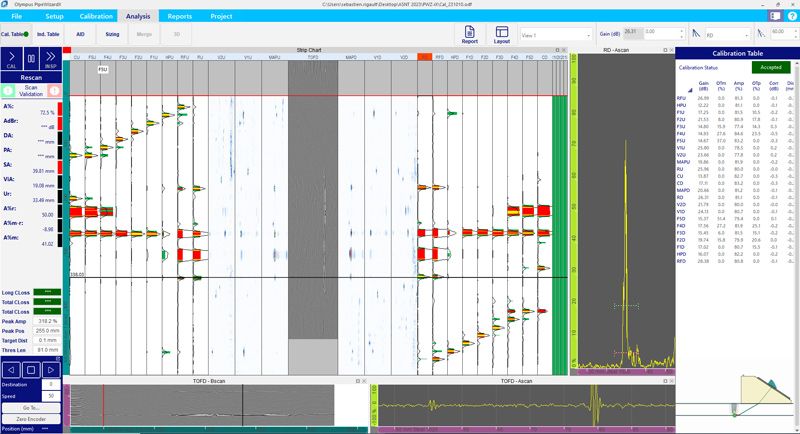
Asistencia analítica
Para obtener una mejor accesibilidad a los datos y versatilidad, la unidad de adquisición QuickScan iX PA almacena los archivos de datos en un formato de archivo abierto; esto facilita el desarrollo personalizado del software. Si la personalización es un aspecto que le interesa, póngase en contacto con un representante de Evident para obtener más detalles.
Aplicaciones
Sistema de inspección completo para soldaduras circunferenciales
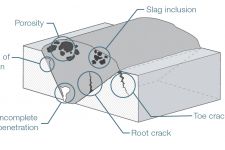
El sistema de inspección para soldaduras circunferenciales PipeWIZARD iX está diseñado para afrontar las exigentes y espinosas condiciones que se experimentan desde las regiones frías subárticas hasta los ardientes desiertos. El sistema PipeWIZARD iX, con el objetivo de detectar defectos —falta de fusión, penetración incompleta, porosidad, quemado, socavado, desalineamiento entre las piezas (Hi-Low), grietas/agrietamiento, colada
interrumpida, inclusión, etc.—, se adapta a todas las configuraciones de soldaduras circunferenciales:
Todo tipo de perfiles de soldadura, como el bisel en J / en V / en X, doble bisel en V, etc.
Espesores típicos de pared presentes en las tuberías, desde 6 mm (0,25 pulg.) hasta más de 35 mm (1,4 pulg.); existen opciones disponibles para tuberías de mayor espesor.
Diámetros de tuberías, desde 168 mm (6.625 pulg.) hasta 1524 mm (60 pulg.).
Materiales de tubos, desde acero al carbono estándar hasta configuraciones más complejas —como las superaleaciones austeníticas de base níquel-cromo (Inconel)—, y tuberías revestidas.
Ensayo ultrasónico automático (AUT)
En la inspección de soldaduras circunferenciales de tuberías, el ensayo ultrasónico automático (AUT) es la opción de relevo a la radiografía tradicional.
A continuación, se resaltan algunas ventajas del AUT frente a la radiografía:
Ningún riesgo de radiación para el personal; ausencia de agentes químicos o peligrosos para el medioambiente.
Ciclo de inspección comparativamente corto que permite alta productividad.
Mayor detección y exactitud de dimensionamiento que brindan tasas de rechazo mucho más bajas.
Cumple con el criterio de aceptación del Engineering Critical Analysis (ECA) para la medición de la altura y profundidad de los defectos.
Análisis en tiempo real gracias a imágenes inteligentes.
Datos e informes de inspección.
No se requiere ninguna licencia.
Capacidades multitecnológicas para la inspección
Aproveche la tecnología ultrasónica avanzada por ultrasonido multielemento (Phased Array, PA) y ultrasonido convencional (UT) a través del sistema PipeWIZARD iX:
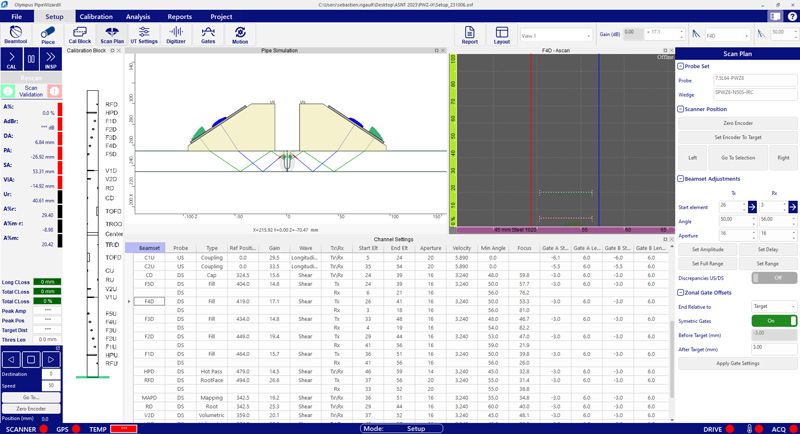
Discriminación por zona: Cada zona, similar al paso de la soldadura, es inspeccionada de forma individual mediante una técnica pulso-eco [pulse-echo] o de emisión-recepción [pitch-catch] de PA, lo que asegura una completa cobertura del área de bisel y volumen de la soldadura.
Difracción de tiempo de vuelo (TOFD): Sirve para confirmar las indicaciones (defectos) trazadas en el gráfico de bandas o para mejorar la detección y el dimensionamiento en indicaciones pequeñas o mal orientadas.
Ultrasonido multielemento (Phased array, PA): Las técnicas de PA convencionales, como los escaneos sectorial, lineal o compuesto, sirven como métodos complementarios o para inspeccionar configuraciones de soldaduras en donde la discriminación de zona no es óptima.
Ultrasonido convencional (UT): Sirve para detectar defectos transversales en configuraciones de emisión-recepción con el fin de medir el espesor de pared, inspeccionar áreas superiores de la soldadura por ondas progresivas, etc.
Método de focalización total (TFM) compatible: El potente instrumento de adquisición de datos QuickScan iX PA soporta los complejos patrones de emisión requeridos por técnicas avanzadas, tales como el TFM.
Cumplimiento normativo para las inspecciones por AUT en soldaduras circunferenciales
Valide con toda seguridad las soldaduras circunferenciales según las normas y reglamentos internacionales establecidos para la industria marítima y terrestre de hidrocarburos (gas y petróleo). El sistema PipeWIZARD iX le permite ejecutar inspecciones por AUT que cumplen con las siguientes normas:
Norma ASTM E-1961 (se cubren elementos clave en el AUT para las soldaduras circunferenciales, como la zona de discriminación, la rápida interpretación de datos, los bloques de calibración especializados y los procedimientos de configuración).
Norma API 1104 (por interferencia)
Norma DNV-OS-F101 (norma para el AUT marítimo)
Es posible incrementar la exactitud de dimensionamiento para sus defectos y alcanzar un nivel de resolución que excede los requisitos normativos si las especificaciones de su empresa lo requieren.
Características
Características clave del sistema PipeWIZARD iX
Unidad de adquisición de datos QuickScan iX PA integrada que alberga sondas PA de hasta 256 elementos y hasta 10 sondas UT.
Unidad de adquisición montada convenientemente en el escáner para eliminar la atenuación de la señal que produce un cableado umbilical extenso.
Funcionamiento conjunto con el software incorporado BeamTool de la marca Eclipse Scientific al ejecutar las inspecciones y los análisis con el fin de ofrecer una técnica de discriminación por zonas, como el configurador de bloque de calibración por zonas.
Software equipado con las mejores herramientas automatizadas:
Configuración automática
Diseño automático
Calibración del codificador automática
Análisis asistido
Dimensionamiento automático a nivel de la altura y longitud
El cable umbilical de rápida conexión es ligero, fácilmente articulable y viene en varias longitudes, lo que simplifica la gestión de cableado y mejora la relación entre la señal y el ruido (SNR).
Opciones de longitud: 10 m, 20 m, 30 m y 50 m (32,8 pies; 65,6 pies; 98,4 pies; y 164 pies).
El transportador del escáner es fácil de configurar y operar gracias a los mecanismos de ajuste de sujeción y rueda motriz; esto favorece mucho más la adaptación a los diferentes diámetros de tuberías.
Muy pocas piezas requieren de hasta un mantenimiento mínimo, en vista de que su diseño durable haga sus pruebas bajo todo tipo de condición.
El ancho de la banda presenta una reducción, que conlleva a la disminución del recorte de revestimiento requerido (recorte de revestimiento más reducido que del modelo anterior);
Módulo de sonda que alberga hasta 12 sondas: puede retirar y agregar secciones con facilidad según se requiera.
El brazo retráctil inteligente, que requiere poco mantenimiento y está asignado a sujetar las sondas, viene equipado con un puntero para determinar exactamente los desplazamientos de indexación.
Comunicación directa entre técnico - operador (botón de entrada en acción «Ready» y luz de validación de escaneo).
Opción GPS para registrar la posición geográfica en el archivo de datos.
Instrumentación del sistema preparada para respaldar las técnicas FMC y TFM (funciones de software por venir).
Especificaciones
Sistema PipeWIZARD iX
Especificaciones del sistema
Tamaño
Escáner completo con empuñaduras
577 mm × 578 mm × 210 mm (22,7 pulg. × 22,7 pulg. × 8,3 pulg.)
Unidad de adquisición
243 mm × 188 mm × 100 mm (9,6 pulg. × 7,4 pulg. × 3,9 pulg.)
Peso
Escáner completo con empuñaduras
18 kg (40 lb)
Unidad de adquisición
4,8 kg (10,6 lb)
Diámetros de tuberías
De 168 mm (6,625 pulg.) a 1524 mm (60 pulg.)
Velocidad máxima de escaneo
100 mm/s (3,9 pulg./s)
Entorno
Temperatura de almacenamiento
De −30 °C a 60 °C (de −22 °F a 140 °F)
Temperatura de funcionamiento
De −30 °C a 50 °C (de −22 °F a 122 °F)
Máxima humedad relativa
90 %, sin condensación
Grado de contaminación (nivel)
4
Altitud
Hasta 2000 m (6561 pies)
Clasificación IP
IP65
Categoría de instalación
III
Conectividad Ethernet
Interfaz Ethernet
1000BASE‑T (ancho de banda de 1000 Mbps)
Longitud del cable
30 m máx. (100 pies)
Tipo de cable
Categoría 5 o superior; blindado
Tasa de transferencia en el cable Ethernet
940 Mbps (máx.)
Conector
Hembra RJ-45; blindado
Requisitos de energía CC
Tensión
24 V CC de ± 5 %
Consumo de energía máx.
360 W
Sistema
Tiempo de precalentamiento
Ninguno
Conectores de sonda
dos uds. Phased Array (IPEX) y 10 uds. convencionales UT (LEMO)
Sistema de posicionamiento
GPS externo (opcional)
Sensor de temperatura
Acoplamiento térmico para la monitorización de la temperatura por suelas/zapata
Técnicas
Discriminación por zonas, PA, TOFD, UT
TFM, PWI, PCI (hardware ready, software features in dev.)
Especificaciones de emisores
Parámetro
PA
UT
Cantidad de leyes focales
1024
N/A
Salida de impulso (en un 50 Ω) ± 10 %
5 / 10 / 20 / 40 / 60 / 80/ 90 voltios de pico a pico (Vpp) para un impulso bipolar.
Salida de impulso (en impedancia alta) ± 10 %
7,8 / 15,6 / 31 / 62 / 93 / 124 / 140 Vpp para un impulso bipolar.
Número de emisores
64:256PR con accionamiento paralelo
10
Número de elementos
256
N/A
Canales UT
N/A
Técnica pulso-eco [P/E]: hasta 10, y técnica emisión-recepción [P/C]: hasta 5
Ancho/paso de impulso (precisión de 5 ns o ± 10 %)
De 30 ns a 1000 ns (pasos de 5 ns)
Tiempo de caída
15 ns para un impulso bipolar de 40 Vpp
Forma de impulso
Impulso bipolar, positivo y cuadrado negativo
Impedancia de salida
25 Ω
39 Ω
Especificaciones del receptor
Parámetro
PA
UT
Rango de ganancia e incremento
De 0 dB a 80 dB (44 dB de ganancia analógica + 36 dB de ganancia digital)
Resolución de ganancia
0,1 dB
Señal máxima de entrada
P/E y P/C: 1,15 Vpp
P/E y P/C: 1,04 Vpp
Impedancia de entrada
P/E: 59 Ω ± 10 %; P/C: 69 Ω ± 10 %
P/E y P/C: 132 Ω ± 10 %
Precisión de ganancia entre canales (a 20 dB)
0,5 dB
0,1 dB
Aislante de emisiones parásitas entre canales
De >46 dB a 5 MHz
De >67 dB a 5 MHz
Ancho de banda de sistema (−3 dB) ± 10 %
De 0,68 MHz a 22,3 MHz
Especificaciones de datos
Convertidor A/D primario
PA: 14 bits, 120 MSPS; UT: 14 bits, 120 MSPS
Frecuencia de digitalización
100 MHz
Resolución de amplitud
8 bits / 16 bits
Altura A-scan
Hasta 800 %
Rendimiento global de datos
Hasta 90 MB/s
Frecuencia de repetición de impulsos (PRF) máxima
25 kHz
Número máximo de ejemplos A-scan
16380
Profundidad de adquisición
163,8 µs sin compresión
Compresión
De 1 a 2000
Promedio
1, 2, 4, 8, 16, 32, 64
Rectificador
RF [radiofrecuencia] / OC [onda completa] / MO+ [media onda positiva] / MO– [media onda negativa]
Filtros digitales
Paso bajo: 2 / 4 / 7,45 MHz
Paso de banda: 2 (de 1 a 3,5) / 4 (de 2 a 6,5) / 5 (de 2,5 a 8) / 8 (de 4 a 12) / 10 (de 5 a 16) / 12 (de 6 a 18) MHz
Paso alto: 4 / 6 / 8 / 10 MHz
Certificación
EMC
EN IEC 61326-1:2021, EN 61000-3-2:2014, EN 61000-3-3:2013
USA: FCC 47 (CFR) Apartado 15, Subapartado B: Verificación
Canadá : ICES-001 emitida el 5 de julio de 2020