Cette note d’application explique comment mesurer la courbure de base et l’épaisseur des lentilles de contact souples. Découvrez nos recommandations en matière d’équipement, de méthodes de mesure et d’étalonnage pour obtenir une précision optimale.
Contrôle par ultrasons des lentilles de contact souples
Dans les années 1970, nous avons été les premiers à adapter nos mesureurs d’épaisseur par ultrasons afin qu’ils permettent le contrôle des lentilles de contact souples. Les mesureurs par ultrasons permettent de mesurer non seulement l’épaisseur des lentilles, mais aussi leur hauteur sagittale, ce qui permet ensuite de calculer leur courbure de base. Cette méthode évite les erreurs causées par la distorsion physique des lentilles, fréquentes avec d’autres techniques.
La mesure par ultrasons est rapide, reproductible et fiable, et elle n’est pas sujette à l’interprétation de l’opérateur. Le mesureur d’épaisseur par ultrasons 39DL PLUS™ avec option logicielle de mesure multicouche intègre des fonctions spéciales permettant la mesure simultanée de la hauteur sagittale et de l’épaisseur des lentilles, ainsi que le calcul de leur courbure de base.
Équipement utilisé pour mesurer l’épaisseur et la courbure de base des lentilles de contact
Mesureur d’épaisseur : 39DL PLUS avec l’option logicielle de mesure multicouche
Sonde : M316-SU F-.75 (20 MHz, diamètre d’élément de 0,125 po)
Support : support de lentille de contact B-200 ou l’équivalent
Remarque : Il est également possible d’utiliser le mesureur 45MG avec option logicielle pour sonde monoélément pour mesurer la hauteur sagittale ou l’épaisseur des lentilles. Toutefois, cet appareil n’effectue qu’un seul type de mesure à la fois et ne calcule pas automatiquement la courbure de base.
Méthode utilisée pour mesurer l’épaisseur et la courbure de base des lentilles de contact
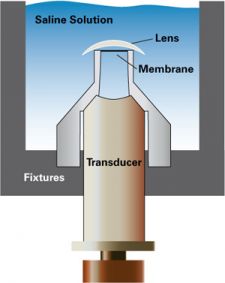
Le support de lentille de contact B-200 est un petit réservoir en plastique contenant un socle tubulaire dont le diamètre est précisément connu. La sonde à ultrasons est placée à la base du support et envoie un faisceau sonore focalisé qui traverse le centre du socle. Une membrane plastique très fine est tendue sur le dessus du socle, et le réservoir est rempli de solution saline. La lentille de contact est placée sur le socle, côté concave vers le bas. La membrane plastique devient alors la corde de référence pour la mesure de la hauteur sagittale.
Au cours du processus de mesure, la sonde génère une brève impulsion d’énergie ultrasonore fortement focalisée qui se propage vers le haut dans la solution saline. Diverses parties de cette énergie se réfléchissent sur la membrane, sur la surface inférieure de la lentille, sur la surface supérieure de la lentille, et enfin, sur la surface de la solution saline, pour ensuite revenir à la sonde. Le mesureur enregistre numériquement tous ces échos, puis mesure avec précision les intervalles de temps entre le premier et le deuxième écho, et entre le deuxième et le troisième. Le quatrième écho, qui provient de la surface de la solution saline, n’est pas utilisé pour ce contrôle.
L’intervalle de temps entre le premier et le deuxième écho est proportionnel à la distance entre la membrane et le bas de la lentille, ou la hauteur sagittale. De même, l’intervalle de temps entre le deuxième et le troisième écho est proportionnel à l’épaisseur de la lentille. Le mesureur applique la formule suivante :
D = VT / 2
où
D = distance ou épaisseur
V = vitesse de propagation des ondes sonores dans le matériau inspecté
T = temps de transit aller-retour mesuré des impulsions
Ce simple calcul, qui utilise la vitesse de propagation programmée dans le mesureur, permet de déterminer la hauteur sagittale et l’épaisseur de la lentille. Le mesureur calcule le rayon de la courbure de base au moyen de la formule suivante :
| H2 + r2 | |
| R = | ------------ |
| 2H |
où
R = rayon de la courbure de base
H = hauteur sagittale mesurée
r = rayon du socle
Le mesureur affiche ensuite la hauteur sagittale (1), l’épaisseur de la lentille (2) et la courbure de base (R), comme montré ci-dessous :
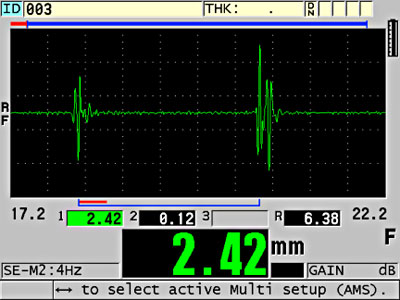
Affichage de la hauteur sagittale, de l’épaisseur et de la courbure de base de la lentille
Étalonnage de votre mesureur pour mesurer l’épaisseur de lentilles de contact
La précision de toute mesure par ultrasons dépend de l’étalonnage de l’appareil. Dans le cas des mesures de lentilles de contact, il faut effectuer un étalonnage précis de la vitesse de propagation des ondes sonores dans la solution saline utilisée et dans le matériau spécifique de la lentille à mesurer. Notez que la vitesse de propagation dans la solution saline changera considérablement selon la température et la concentration en sel, et que dans la lentille, elle changera également quelque peu selon la température et la composition du matériau.
Pour obtenir une précision optimale, il est recommandé de régler l’appareil à l’aide d’étalons de référence dont la courbure de base, la hauteur sagittale et l’épaisseur sont précisément connues, tout en maintenant une température constante. La procédure générale d’étalonnage de la vitesse de propagation est décrite en détail dans le manuel d’utilisation du mesureur 39DL
PLUS. Avec une configuration appropriée de l’appareil, la hauteur et l’épaisseur sagittales peuvent être mesurées avec une précision de +/- 0,01 mm.
