Cette note d’application explique comment mesurer l’épaisseur de paroi des aubes de turbine creuses en métal.
Épaisseur de paroi des aubes de turbine
De nombreuses aubes de turbine utilisées dans les moteurs d’avion et d’autres systèmes à haute performance sont creuses pour permettre la circulation d’un liquide de refroidissement dans l’aube. Un décalage du noyau pendant le moulage, un usinage défectueux ou une usure normale de la surface pendant l’utilisation peuvent entraîner une réduction de l’épaisseur de paroi de l’aube en dessous des limites acceptables. Il est généralement impossible de mesurer mécaniquement l’épaisseur de la paroi sans détruire l’aube. Toutefois, au moyen de sondes et d’appareils appropriés, on peut souvent prendre cette mesure par ultrasons.
Équipements à ultrasons utilisés pour mesurer l’épaisseur de paroi des aubes de turbine
Des mesureurs d’épaisseur de précision sont couramment utilisés pour la prise de mesures sur des aubes de turbine. On peut notamment citer le mesureur 38DL PLUS™ et le mesureur 45MG avec option logicielle pour sonde monoélément et option d’affichage des formes d’onde. Ils sont généralement utilisés avec des sondes d’immersion ou des sondes à ligne à retard, lesquelles sont choisies en fonction de l’épaisseur et de la géométrie des pièces à mesurer. L’affichage des formes d'onde permet à un opérateur qualifié de surveiller celles-ci afin de s’assurer d’obtenir une bonne détection d’écho. Il contribue également à garantir l’alignement optimal de la sonde.
Le mesureur 72DL PLUS™ est un appareil à grande vitesse qui permet la prise rapide de mesures lors de la fabrication et de l’inspection des aubes de turbine. Il offre une fréquence de rafraîchissement de l’affichage de 60 Hz et des vitesses de mesure allant jusqu’à 2 kHz. Il est également doté d’un grand écran tactile de 7 po, lequel offre une excellente visibilité sous différents angles. Grâce à ses diverses options de connexion (réseau local sans fil, Bluetooth® et Ethernet) et à ses outils de gestion des données, le mesureur d’épaisseur 72DL PLUS peut optimiser les processus d’inspection et améliorer le rendement.
Procédure de mesure de l’épaisseur de paroi des aubes de turbine
Le système de mesure exact recommandé pour une application de mesure d’aube de turbine donnée dépend des exigences du client et des propriétés acoustiques de l’aube. Voici quelques facteurs de base à prendre en compte :
Type de sonde : Les sondes à ligne à retard et les sondes d’immersion sont toutes deux utilisées dans les applications de mesure d’épaisseur des aubes de turbine. Toutefois, la courbure des petites aubes de turbine peut empêcher le couplage adéquat des sondes à ligne à retard sur la face concave des aubes. Les sondes à ligne à retard de 3 mm (M203 et M208) se couplent généralement adéquatement sur des rayons concaves jusqu’à un minimum d’environ 100 mm. Avec le profilage de la ligne à retard, il est possible dans certains cas d’effectuer un couplage sur des rayons de courbure plus prononcés. Toutefois, les sondes d'immersion permettent généralement une meilleure mesure des surfaces fortement incurvées, en particulier sur le bord d’attaque des aubes. La sonde V316-B de 20 MHz dans un barboteur B-120 constitue un assemblage portable pratique pour la mesure des aubes par sonde d’immersion. Dans de nombreux cas, il est également possible d’utiliser la sonde à ligne à retard focalisée V260-SM Sonopen™ pour effectuer un couplage sur les surfaces concaves qui ne peuvent pas être mesurées au moyen de lignes à retard classiques.
En plus de notre gamme standard de sondes d’immersion et de sondes à ligne à retard, nous proposons trois sondes à ligne à retard spéciales de 20 MHz à faible épaisseur pour la mesure d’épaisseur des aubes de turbine incluses dans des assemblages à aubes multiples, où l’espace entre les aubes est limité et l’accès difficile. La M2054 est une sonde à ligne à retard de 20 MHz installée sur une poignée de 75 mm et ayant une épaisseur de seulement 6,75 mm. La M2055 est similaire à un assemblage sonde-ligne à retard d’une épaisseur de 10 mm. La sonde à ligne à retard V2034 comporte une tête de 10 mm sur une poignée inclinée de 300 mm. Les dessins de ces sondes peuvent être fournis sur demande.
Mode de mesure : À l’aide de sondes à ligne de retard et de sondes d’immersion, il est possible de prendre des mesures d’épaisseur en mode 2 (qui utilise l’écho d’interface et le premier écho de la paroi de fond) ou en mode 3 (qui utilise deux échos successifs provenant de la paroi de fond après l’écho d’interface). Le mode 3 offre une meilleure résolution pour les matériaux fins que le mode 2, mais il ne peut être utilisé que si les points à mesurer sur l’aube de turbine produisent plusieurs échos de fond. S’il n’y a qu’un seul écho de fond utilisable (en raison de la courbure ou de l’atténuation), la mesure doit être effectuée en mode 2. Les mesureurs d’épaisseur 38DL PLUS et 45MG peuvent fonctionner en mode 2 ou 3. Déterminez la configuration optimale pour une application de mesure d’aube de turbine donnée en utilisant des étalons de référence pour les diverses épaisseurs et géométries à mesurer.
Étendue d’épaisseurs : Dans les aubes métalliques classiques, l’épaisseur minimale pouvant être mesurée avec une sonde d’immersion ou une sonde à ligne à retard de 20 MHz est d’environ 0,15 mm en mode 3 et 0,5 mm en mode 2. Pour les matériaux plus minces dont l’épaisseur est inférieure à 0,15 mm, on peut utiliser la version à haute fréquence du mesureur 72DL PLUS. La plupart des mesures des aubes de turbine sont effectuées à 10 MHz ou 20 MHz.
Zones mortes : L’intérieur des aubes de turbine creuses comporte souvent diverses structures – comme des ailettes ou des nervures – qui dirigent l’écoulement du liquide de refroidissement ou ajoutent de la robustesse à l’aube. En général, il n’est pas possible d’obtenir un écho de fond depuis les points où ces structures sont situées, car celles-ci créent des interruptions dans la régularité de surface nécessaire à une bonne réflexion. Dans les cas où ces structures sont étroitement espacées, une sonde d’immersion focalisée avec une petite taille de point focal produit de meilleurs échos de fond qu’une sonde à ligne à retard. Il existe également des cas où l’épaisseur d’une aube fortement effilée peut faire en sorte que les parois internes et externes ne sont pas du tout parallèles, ce qui peut entraîner une distorsion de l’écho et des erreurs de mesure potentielles.
Dans tous les cas, il faut déterminer la combinaison de sonde-appareil en effectuant des essais avec des spécimens réels du produit. En raison des grandes variations dans la géométrie des aubes de turbine, il est essentiel d’évaluer des spécimens.
Les figures 1 à 3 montrent des formes d’ondes habituellement associées aux mesures d’aubes de turbine effectuées avec un mesureur 38DL PLUS. L’écran du mesureur affiche instantanément la forme d’onde ultrasonique en temps réel, avec les portes et les lectures d’épaisseur. Il est idéal pour les applications difficiles ou lorsque les paramètres de configuration nécessitent un examen plus approfondi.
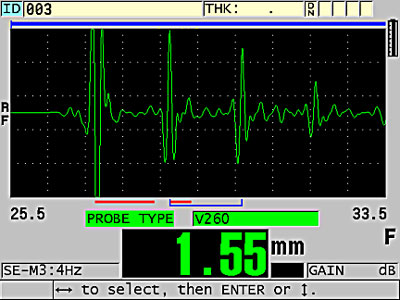
Figure 1. Mesure d’une aube de turbine en mode 3
La figure 1 montre la mesure du bord de fuite d’une aube de turbine concave de 1,05 mm d’épaisseur, prise en mode 3 à l’aide d’une sonde M208. La courbure a un rayon suffisamment grand au point de mesure pour que la sonde M208 se couple bien au matériau, et la présence de plusieurs échos nets permet la mesure en mode 3.
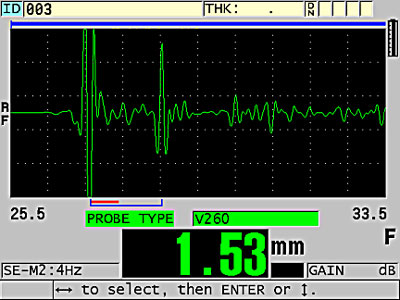
Figure 2. Mesure d’une aube de turbine en mode 2
La figure 2 montre la mesure de la paroi d’une aube de turbine convexe de 1,8 mm d’épaisseur, prise en mode 2 à l’aide d’une sonde M208 également. Ici, la présence de nervures internes amortit quelque peu les échos, et en l’absence de plusieurs échos nets, il est recommandé réaliser la mesure en mode 2.
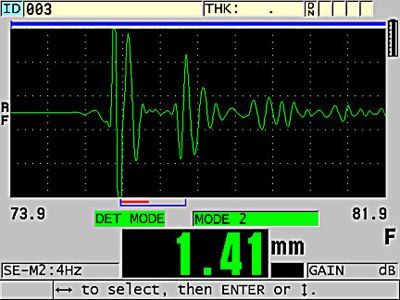
Figure 3. Technique d’immersion pour mesurer une section d’une aube convexe incurvée
La figure 3 illustre une technique d’immersion utilisant une sonde d’immersion V316-BB de 20 MHz avec un barboteur portatif B-120 pour vérifier une section d’une aube convexe fortement incurvée (25 mm de rayon) de plus grande épaisseur (1,3 mm), dont la forte convexité rendait difficile le couplage d’une sonde à ligne à retard. Dans ce type de mesure, en particulier sur les surfaces concaves, il est essentiel que l’opérateur surveille les formes d’onde pour s’assurer de l’alignement optimal de la sonde.
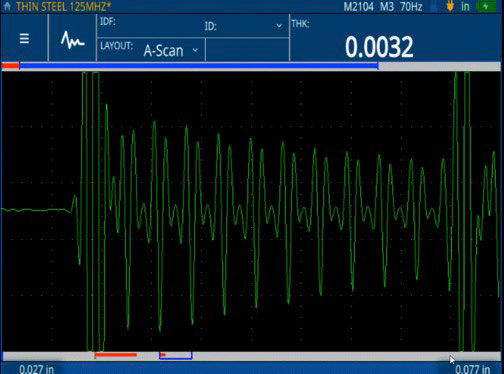
Figure 4. Mesure de faibles épaisseurs (0,076 mm) d’acier réalisée avec le mesureur 72DL PLUS
La figure 4 montre la forme d’onde obtenue avec une sonde de contact direct M2104 de 125 MHz sur une cale métallique de 0,076 mm d’épaisseur. Cette figure sert à démontrer la capacité de mesure d’épaisseur minimale du mesureur 72DL PLUS. Une gamme complète de sondes à haute fréquence de 30 MHz à 125 MHz est offerte pour l’utilisation avec le mesureur 72DL PLUS dans le cadre d’un grand nombre d’applications de mesure de faibles épaisseurs.
Remarque : Pour certaines aubes de turbine moulées faites d’alliages à gros grains, la vitesse de propagation des ondes sonores peut varier considérablement d’un point à un autre en raison de la structure anisotrope des grains. Dans ce cas, la précision de la mesure de l’épaisseur par ultrasons sera limitée selon le degré de variation dans la vitesse de propagation. Cette limite doit être déterminée expérimentalement pour les cas particuliers.


