Inspection de grosses pièces forgées
Vue d’ensemble
Inspection de grosses pièces forgées
Le forgeage est un processus utilisé dans la fabrication de composantes métalliques nécessitant une grande résistance, telles que des arbres de turbogénérateurs et des grands disques. Dans ce processus, le métal est généralement chauffé et formé à l’aide de forces de compression. Le forgeage a l’avantage de produite des pièces plus résistantes que la fonte ou l’usinage.
Le processus de forgeage est associé à la formation de discontinuités volumétriques naturelles, telles que des inclusions et des porosités. Ces discontinuités peuvent être situées n’importe où dans la pièce et doivent être identifiée avec certitude et ensuite caractérisées pour garantir que la pièce réponde à des exigences de qualité élevées.
Discontinuités naturellesLes inclusions et les vides peuvent être situés n’importe où dans le métal, du la zone près de la surface jusqu’au milieu. Il faut définir correctement l’emplacement de ces discontinuités et en évaluer la taille, peu importe leur emplacement dans la pièce. |  |
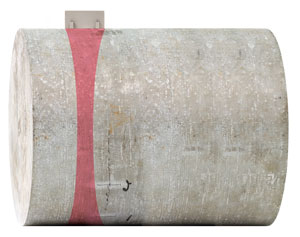 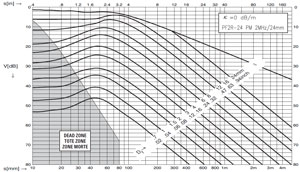 |
Illustration de la propagation du faisceau et diagramme de courbe AVG correspondant Référence d’étalonnageLes systèmes d’inspection de pièces forgées sont généralement étalonnés à l’aide de l’écho de fond. Une courbe AVG est générée basée sur la taille attendue du réflecteur équivalent (ERS). Il est possible de convertir cette courbe AVG en une courbe TCG pour simplifier l’identification de la discontinuité et améliorer l’efficacité de l’opérateur. |
Technique d’inspection
Inspection volumétrique L’inspection volumétrique est effectuée à l’aide d’une sonde multiélément générant des ondes longitudinales à des angles variés. Des sondes à ultrasons conventionnels (UT) sont ajoutées pour générer des ondes transversales à angle prononcé. | Inspection sous la surface L’inspection sous la surface est effectuée à l’aide d’une sonde à émission-réception séparées à ultrasons conventionnels, qui permet de réduire la zone morte près de la surface. |
 |  |
Solution
Solution haute performance
Appareil PA et UT de qualitéÉquipé de la toute dernière technologie par ultrasons multiéléments, le FOCUS PX procure un rapport signal sur bruit (SNR) inégalé. Les quatre canaux supplémentaires dédiés UT offrent davantage de souplesse pour les configurations d’inspection de grosses pièces forgées.
|  | ||
Sonde et sabot à ultrasons multiéléments spécialisés pour une applicationLa sonde multiélément Olympus destinée à l’inspection de grosses pièces forgées offre un meilleur SNR comparativement aux produits de la concurrence et elle offre aussi la couverture multiangle. Il existe un sabot sur mesure à contact étroit pour un couplage optimisé.
|
Sonde multiélément de 2 MHz conçue pour un SNR optimisé |

Logiciel puissant
Le logiciel FocusPC est équipé de fonctions avancées conçues pour optimiser les applications d’inspection de grosse pièces forgées, en exploitant complètement les spécifications haut de gamme du FOCUS PX.
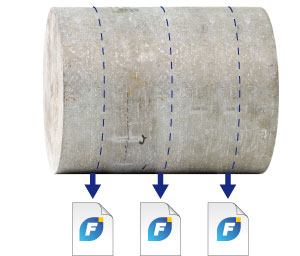
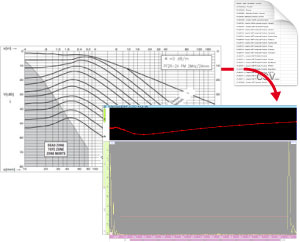
Inspection en continue Des fichiers de données sont continuellement générés tout au long du processus d’inspection, ce qui permet l’inspection ininterrompue de pièces très grosses. | Inspection TCG personnalisée Importez des courbes TCG basées sur la méthode AVG pour faciliter l’identification des défauts et améliorer l’efficacité de l’opérateur. |
Fonction d’inspection continue du FocusPC |
Fonction d’importation de la courbe TCG du FocusPC |