Système pour l’inspection des soudures réalisées par friction-malaxage (FSW)
Vue d’ensemble
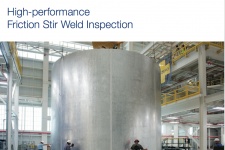
Système pour l’inspection des soudures réalisées par friction-malaxage (FSW)Au cours de la dernière décennie, on a assisté à une augmentation significative des lancements de fusées. Les réservoirs de carburant utilisés pour propulser les fusées dans l’espace sont construits à partir de grands éléments cylindriques soudés entre eux par un processus de soudage par friction-malaxage (« friction stir welding » ou FSW). Le soudage de type FSW est un procédé d’assemblage à l’état solide qui utilise un outil cylindrique rotatif pour chauffer et mélanger dans la zone d’assemblage le matériau composant deux pièces de métal léger. Pour prévenir les problèmes structuraux, la soudure doit être inspectée sous plusieurs angles afin d’y détecter la présence de divers types de défauts, notamment le manque de pénétration, les défauts de type « kissing bonds », les discontinuités en forme de tunnel, les vides et les défauts au niveau de la racine et du cordon de la soudure. Olympus a développé un système d’inspection robotisé unique pour l’inspection de ce type de soudures. |
Types de défauts propres aux soudures FSWLe soudage FSW offre plusieurs avantages par rapport aux méthodes de soudage habituelles. Il permet d’éviter les défauts ayant tendance à se former au moment du refroidissement en phase liquide, lesquels sont propres aux autres méthodes de soudage. D’autres types de défauts peuvent aussi survenir principalement en raison de mauvaises conditions de soudage, par exemple une température insuffisante ; ces défauts doivent aussi être correctement identifiés et dimensionnés. | |
Défauts naturelsDifférents types de défauts peuvent apparaître dans les soudures FSW. Entre autres, une interruption de l’adhérence du matériau de chaque côté de la soudure (aussi appelée « kissing bond »), les longues discontinuités en forme de tunnel et le manque de pénétration. De plus, le processus FSW peut causer une orientation aléatoire des défauts dans la soudure. |
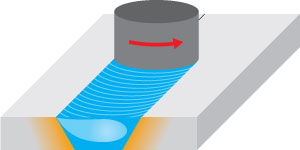
Vue schématique du processus FSW |
Défauts d’étalonnageLes encoches longitudinales, transversales et obliques situées sur les diamètres intérieur et extérieur servent de références pendant le processus d’étalonnage. Les réflecteurs génératrices (SDH) sont aussi utilisés pour créer la courbe du gain corrigé en fonction du temps (TCG), laquelle prend en compte l’atténuation du signal dans le matériau. |
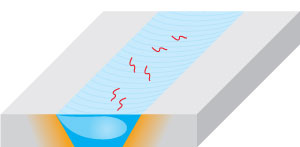
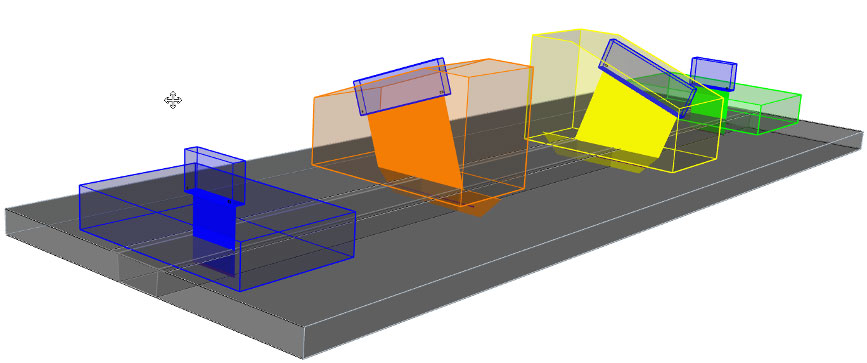
Défauts orientés de manière aléatoire générés pendant le processus de soudage. |
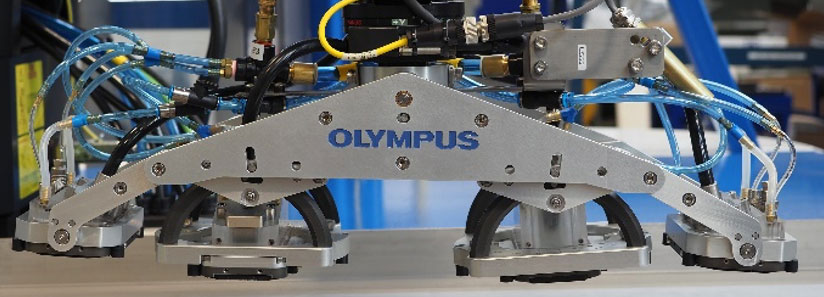
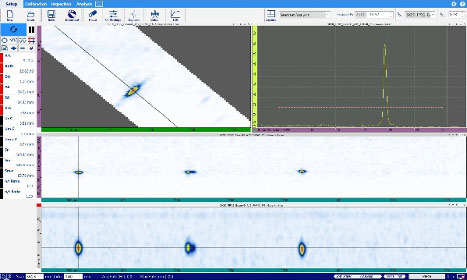
Une solution d’inspection flexibleLes sondes à ultrasons multiéléments (PA) du système d’inspection FSW inspectent la zone de soudure à la recherche de défauts présentant de multiples orientations. Le système entièrement automatisé détecte les défauts typiques qu’on retrouve sur les grands réservoirs cylindriques de carburant.
|   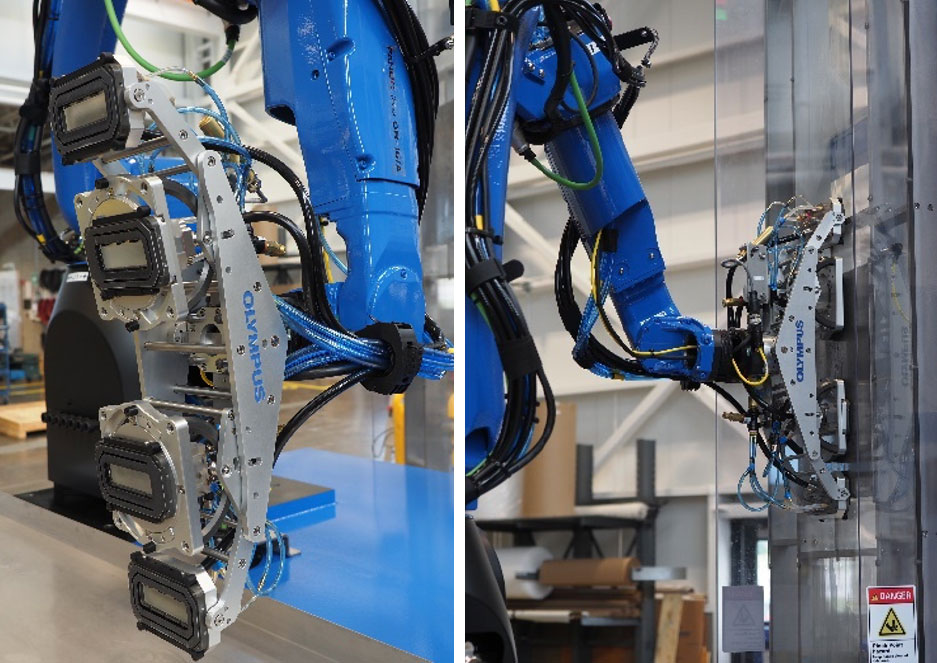 |
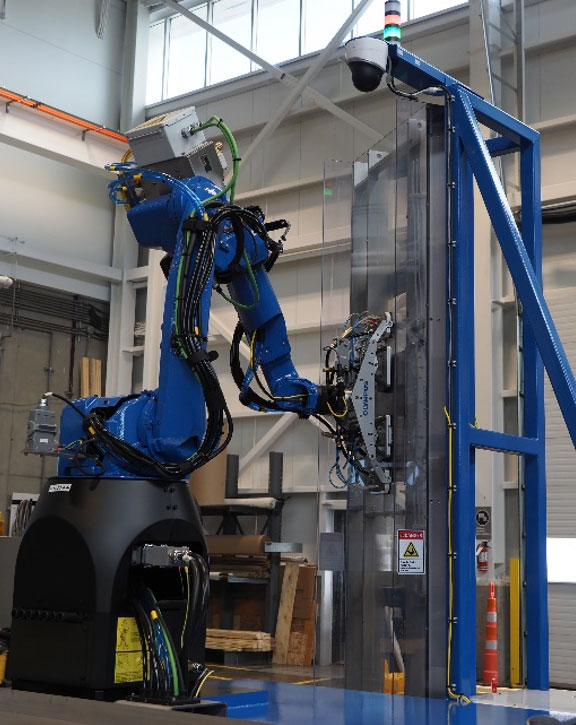 | Plateforme d’inspection robotiséeLe système d’inspection de soudures par friction-malaxage (FSW) – qui est en soi une station d’inspection complète et clés en main – est conçu pour être intégré directement dans la ligne de production. Les soudures des grands réservoirs cylindriques de carburant sont présentées au robot collaboratif (Cobot). Le robot collaboratif positionne la tête d’inspection et le réservoir tourne jusqu’à ce que la soudure circonférentielle soit entièrement inspectée. Le réservoir est ensuite déplacé et le processus se répète sur la soudure suivante. Voici les principaux composants du système :
|
Logiciels d’acquisition et de contrôle du mouvementLogiciel de contrôle du mouvement assurant une utilisation simple du système :
Logiciel d’acquisition et d’analyse de données WeldSight™ :
|   |
Un système polyvalent et efficaceAvantages
|