- Vue d'ensemble
- Options de configuration
- Logiciel et unité d'acquisition
- Caractéristiques techniques
- Ressources
Vue d'ensemble
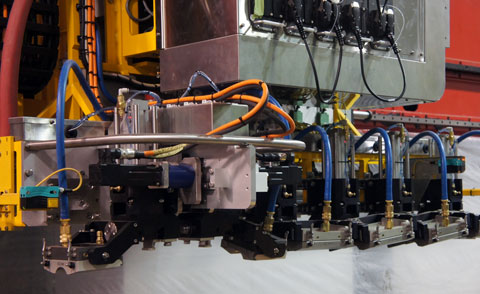
Le système ERW Off-Line utilise la technologie par ultrasons multiéléments pour inspecter les joints et la zone thermiquement affectée des soudures par résistance électrique des tubes utilisés dans l’industrie pétrolière et gazière en vue de répondre aux divers besoins des fabricants de matériel tubulaire pétrolier (OCTG, Oil Country Tubular Goods) et de pipelines. Deux sondes à ultrasons multiéléments (PA), positionnées de chaque côté de la soudure, assurent une couverture complète de la soudure et de la zone thermiquement affectée à une amplitude constante.
Contrôle strict de la qualité de la soudure et de la zone thermiquement affectée sur la ligne de production de tubes ERW
Des sondes PA de haute qualité sont intégrées dans nos systèmes ERW Off-Line entièrement automatisés afin de répondre aux exigences strictes de l’inspection des soudures ainsi qu’aux normes internationales régissant la fabrication des tuyaux. Les systèmes automatisés peuvent être installés n’importe où dans le processus de fabrication, et les options de configuration flexibles offrent aux fabricants des solutions adaptées à leurs besoins. Le système inspecte les surfaces internes et externes du cordon de soudure des tubes ERW dont le diamètre extérieur varie de 60,3 mm à 660,4 mm, ainsi que la zone thermiquement affectée (HAZ). Voici les défauts typiques qui sont détectés à l’aide de ce système spécialisé :
- Fissures longitudinales
- Trous débouchants (TDH)
- Défauts de lamination dans la zone affectée thermiquement (jusqu’à 25 mm de chaque côté de la soudure)
Caractéristiques principales de la solution clé en main automatisée ERW Off-Line
- Couverture complète de la soudure et de la zone thermiquement affectée grâce à des sondes à ultrasons multiéléments effectuant un balayage à une amplitude constante
- Suivi automatique de la soudure et positionnement de la sonde en temps réel (pour certaines configurations)
- Positionnement automatique de la sonde centrée sur la ligne de soudure avant l’inspection
- Fonctionnement réduisant au minimum la dépendance aux compétences de l’opérateur
- Changement facile et rapide grâce à des supports de sonde prédéfinis et à des fichiers de configuration enregistrés
- Possibilité de combiner l’inspection des soudures à celle du volume entier afin de répondre à tous les besoins à partir du même système
Options de configuration
Le système ERW Off-Line permet plusieurs configurations d’inspection possibles en fonction de vos besoins et de vos spécifications.
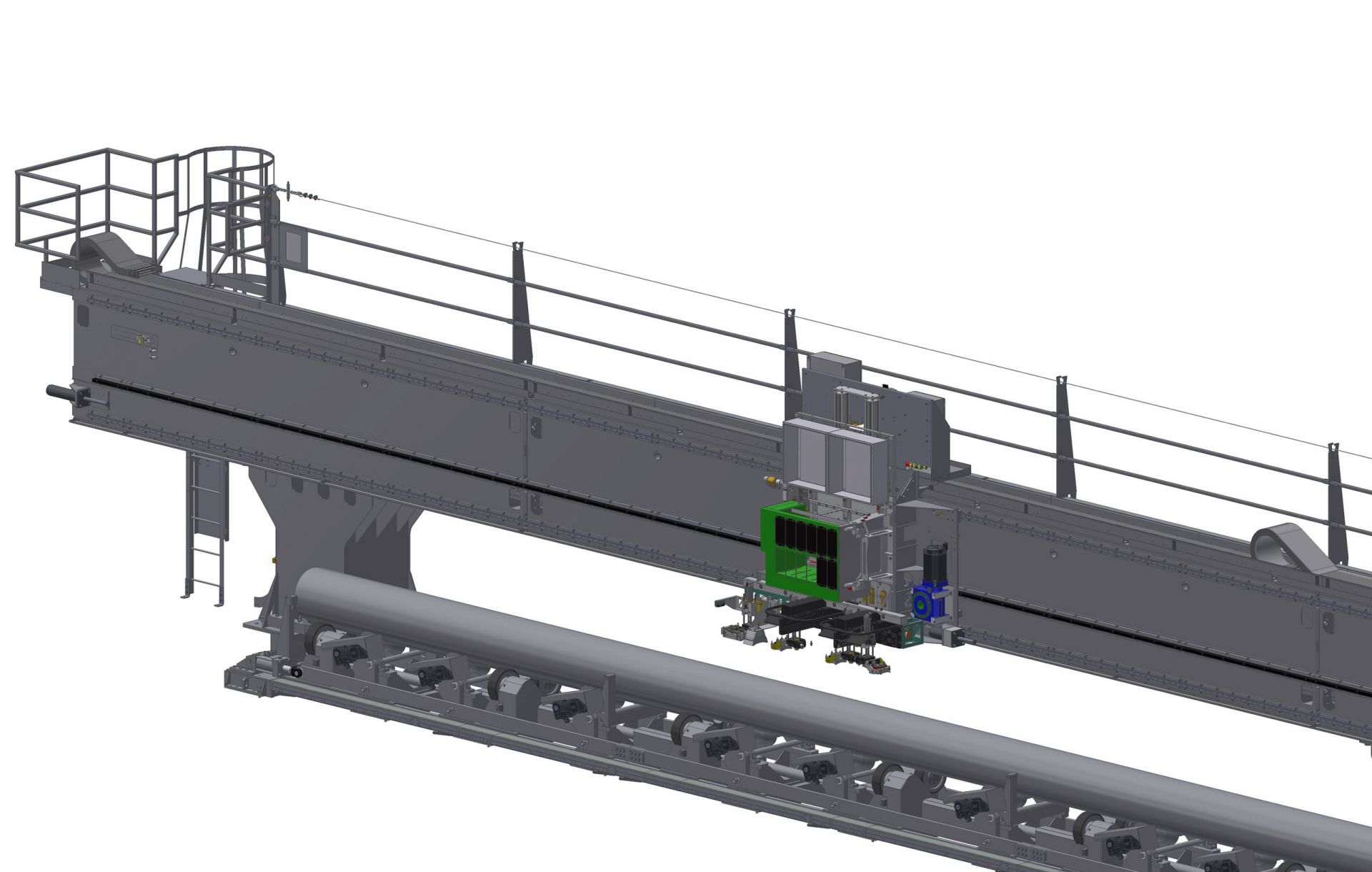
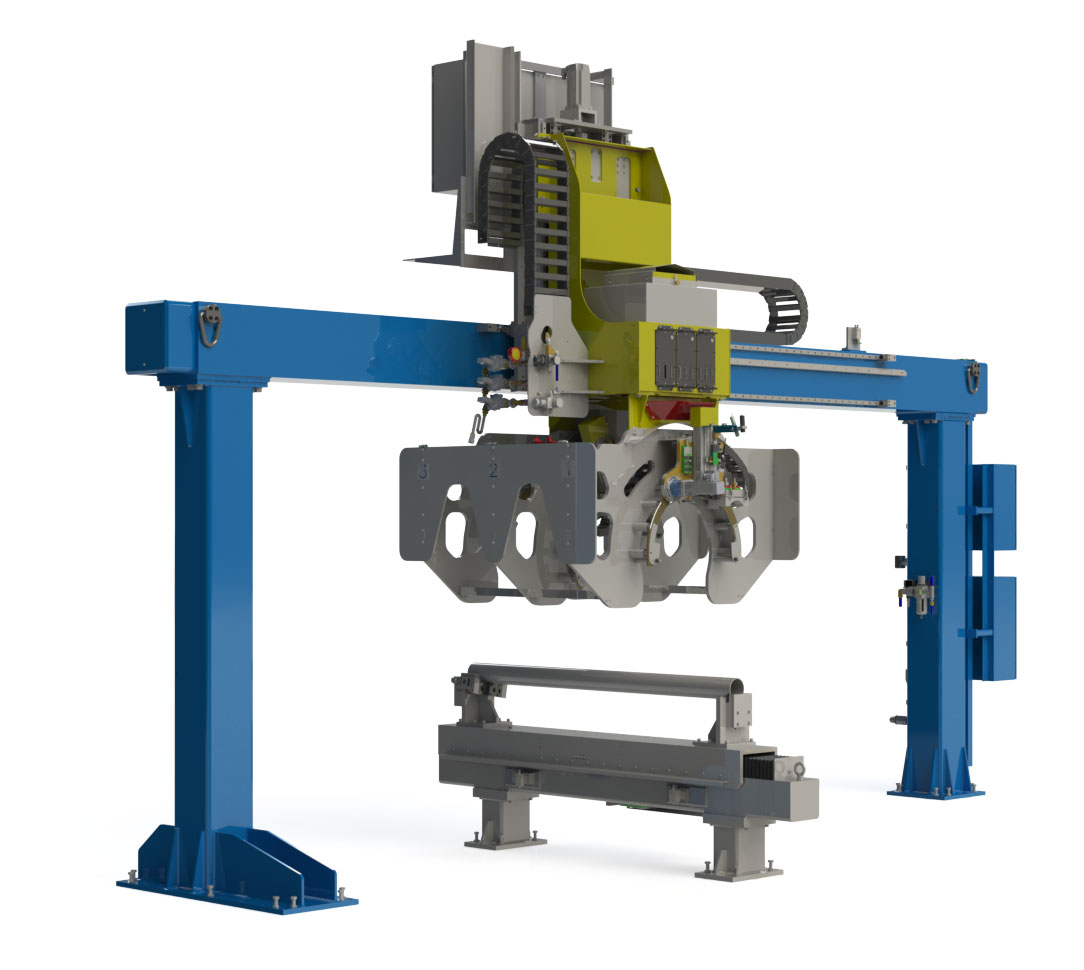
Système monté sur portique de support
Le système dédié à l’inspection de soudures peut être monté sur un portique de support permettant l’inspection d’une zone désignée sur les tubes coupés à longueur. Ce portique de support permet de réduire la portion non inspectée à l’extrémité des tubes et d’en assurer une meilleure inspection. Les sabots à colonne d’eau assemblés sur un axe commandé par servomoteur assurent un positionnement précis, un étalonnage automatique, un positionnement automatique de la sonde et un suivi automatique de la soudure (dans certaines configurations).
Tête d’inspection ERW-OL

Tête d’inspection ERW-OL installée sur un portique
Inspection combinée de la soudure et de son volume entier
Le système ERW-OL permet de combiner sur le même portique l’inspection de la soudure et de son volume entier.
Deux configurations sont possibles : l’inspection de la soudure et du volume entier effectuée sur les côtés opposés du portique (pour une productivité maximale), ou l’inspection effectuée d’un seul côté pour réduire l’encombrement (par rapport à la configuration sur deux côtés).
Plusieurs modes d’inspection sont possibles pour répondre à toutes les exigences : inspection du volume entier au moyen de tous les modes (longitudinal, transversal, lamination et mesure de l’épaisseur de la paroi), et inspection de l’extrémité des tubes uniquement pour la détection de laminations. L’inspection des soudures est toujours effectuée très rigoureusement.
Lorsqu’elle est intégrée à l’inspection du volume entier, il est possible d’ajouter des options pour optimiser le temps d’inspection et assurer la traçabilité, comme le positionnement automatique sur la soudure et le contrôle des déviations.
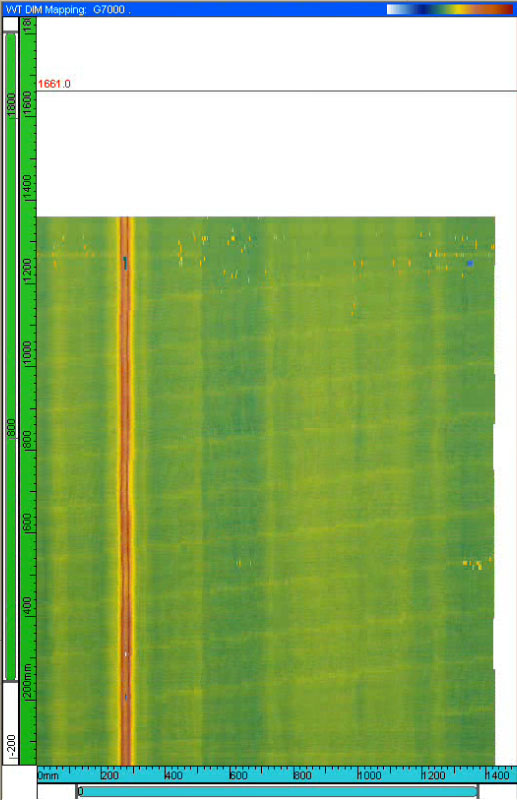
Cartographie de l’épaisseur de la paroi utilisée pour le positionnement de la soudure
Système ERW-OL pour l’inspection des soudures et des laminations à l’extrémité des tubes
Inspection des soudures – Intégration d’un convoyeur alimentateur
Une plateforme mécanique à produit défilant peut être utilisée pour inspecter les tubes ERW coupés à longueur. En effet, le système ERW Off-Line qui utilise la même plateforme mécanique et les mêmes sondes que notre système ERW In-Line (pour les tubes de longueur infinie) peut être installé sur un convoyeur alimentateur. Une séquence d’automatisation spéciale associée à un système de capteurs et de roues de codage permet d’inspecter les tubes rapidement tout en assurant un niveau de fiabilité et de répétabilité élevé.
Le signal de suivi de la soudure commande automatiquement les sondes de détection pour en assurer le positionnement optimal durant l’inspection et enregistrer la position de la soudure à des fins de traçabilité.
Lorsque les lignes de soudure présentent peu de déviation et que le suivi automatique n’est pas requis, il est possible de choisir une option économique qui permet d’utiliser une sonde de profilage de soudure fixe et une alarme avertissant l’opérateur lorsque l’acquisition s’éloigne de la région d’intérêt. Même sans axe commandé par servomoteur, les sondes PA fournissent une couverture complète de la soudure et de la zone thermiquement affectée à une amplitude constante.
Système ERW-OL multiélément pour l’inspection de tubes coupés à longueur
Étalonnage automatique
Le banc d’étalonnage automatique a deux fonctions :
- Permettre l’étalonnage rapide, efficace et sans interruption du système.
- Effectuer la séquence d’étalonnage d’entrée et sortie au rythme de la ligne de production sans devoir remettre le tube de référence sur le convoyeur.
Logiciel et unité d'acquisition
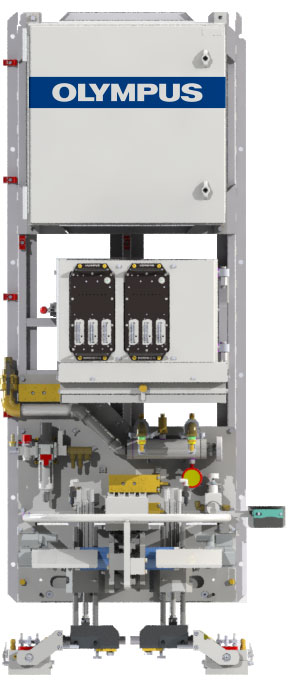
Unité d’acquisition à ultrasons multiéléments
Le module QuickScan™ PA 32:256 satisfait aux exigences de l’indice IP55, en plus d’être conçu pour son intégration facile aux environnements industriels.

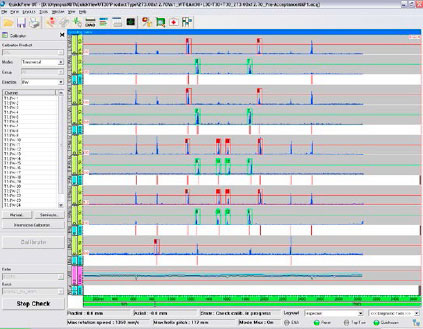
Configuration facile
Le logiciel QuickView™ facilite la configuration du système, ainsi que l’acquisition des données et leur gestion.
L’assistant logiciel facilite la création de configurations en fonction des dimensions de chaque pièce. Les paramètres de configuration d’inspection et d’étalonnage de chaque diamètre de barre sont enregistrés et faciles à récupérer. Les résultats finaux fusionnés s’affichent pour permettre de distinguer clairement les tubes acceptés ou rejetés.
- Accès rapide aux configurations d’inspection prédéfinies
- Possibilité de restreindre l’accès à certains utilisateurs pour minimiser les risques d’erreur humaine.
- Les renseignements sur l’étalonnage et l’inspection sont conservés à des fins de traçabilité.
- Le système peut être intégré à votre application d’inspection pour favoriser une mode de fonctionnement qui restreint l’intervention humaine.
Caractéristiques techniques
Performance du système
| Gamme de produits standard | Diamètre | De 60,3 mm à 660,4 mm (diamètres supérieurs possibles pour certaines configurations) |
|---|---|---|
| Gamme de produits standard | Épaisseur de paroi | De 3 mm à 16 mm (épaisseurs supérieures possibles sur demande) |
| Gamme de produits standard | Vitesse | De 600 mm/sec à 1500 mm/sec, selon la configuration du système et la taille du produit. |
| Gamme de produits standard | Couverture | Selon la configuration du système, les couvertures suivantes peuvent s’appliquer :
|
| Présentation des données | Résultats d’inspection en temps réel | C-scan, A-scan, B-scan, représentations temporelles et alarmes |
| Modes d’inspection | Modes d’inspection habituels | Longitudinal, transversal, oblique, lamination et mesure d’épaisseur de la paroi |
| Température du tube | Jusqu’à 60 °C | |
| Capacités de détection pour les défauts de référence courants | Répétabilité | Encoches longitudinales : <2 dB Encoches transversales (inspection du volume entier seulement) : <3 dB Trou débouchant (TDH) de 3,2 mm : <3 dB Trou débouchant (TDH) de 1,6 mm : <4 dB Trou à fond plat (FBH) de 6,35 mm : <3 dB Trou à fond plat (FBH) de 3,2 mm : <4 dB Trou à fond plat (FBH) de 1,6 mm : <5 dB Trou à fond plat (FBH) de 0,8 mm : <5 dB |
| Capacités de détection des défauts de référence courants | Normes | ISO, API |
| Rapports et stockage de données | Types de rapport | Rapports personnalisables d’inspection, d’étalonnage et de vérification de l’étalonnage |
| Rapports et stockage de données | Entreposage | Stockage en temps réel des données d’inspection dans la base de données |



