
Avec la sortie de la version logicielle MXU 5.10, l’OmniScan™ X3 64 bénéficie d’une nouvelle technique avancée d’inspection par ultrasons : l’imagerie par cohérence de phase (PCI). Une fois votre OmniScan X3 64 mis à jour, vous pourrez commencer à tirer parti de la PCI pour obtenir en temps réel des images TFM avec une clarté et une sensibilité aux petits défauts sans précédent.
Fonctionnement de la PCI et différences par rapport aux autres techniques d’inspection par ultrasons
La PCI est une technique qui ne tient pas compte de l’amplitude. Son traitement du signal est fondé exclusivement sur les informations de phase des A-scans élémentaires utilisés pour générer une image TFM.
Fonctionnement :
- Tout d’abord, les A-scans acquis sont normalisés.
- Ensuite, la distribution de phase de chaque A-scan est comparée pour chaque position dans la zone TFM.
- Pour une position donnée, plus le niveau de cohérence entre les A-scans est élevé, plus la réponse du signal pour cette position est forte (avec un maximum de 100 %).
- Les réflexions et diffractions provenant des défauts entraînent une réponse cohérente par rapport à la réponse incohérente des signaux acquis à partir du bruit de fond à haute fréquence. Cela rend l’identification des défauts très facile, en particulier pour les petits défauts dans les matériaux bruyants ou à forte atténuation.
Lors de nos tests, la PCI a montré qu’elle pouvait fournir d’excellents résultats pour de nombreux cas d’utilisation difficiles, ainsi que des résultats améliorés pour les cas d’utilisation courants comme les inspections de soudures. Voici cinq avantages qui rendent cette nouvelle technique d’inspection si puissante.
1. Images 2D en temps réel créées au moyen des informations de phase du signal
Les inspecteurs utilisant les méthodes par ultrasons conventionnels (UT) savent peut-être déjà bien exploiter les informations de phase du signal pour déceler et dimensionner les défauts à l’aide de techniques comme la diffraction en temps de vol (TOFD). Ces techniques sont efficaces pour déceler les défauts qui sont très petits ou dans une orientation pour laquelle la technique à ultrasons multiéléments (PA) offre une faible réponse.
Cela dit, la technique TOFD a deux principaux inconvénients :
- Il est impossible de localiser un défaut dans l’axe d’index sans effectuer un balayage à plusieurs positions sur cet axe.
- L’amplitude est encore nécessaire pour l’identification visuelle des changements de phase et le dimensionnement des défauts.
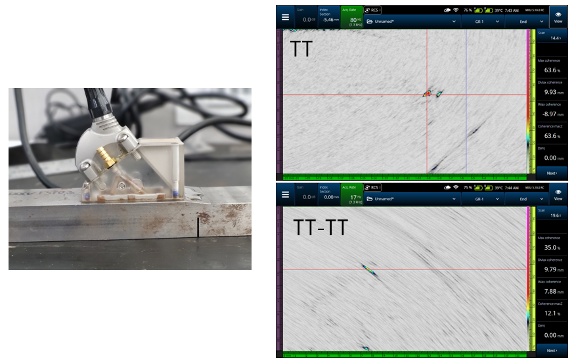
La PCI est une technique puissante qui permet à ses utilisateurs de déceler les défauts mal orientés ou très petits, comme l’attaque par l’hydrogène à haute température (HTHA), et d’éviter les problèmes associés à la technique TOFD. Comme la méthode TFM acquiert les données volumétriques, les défauts peuvent être localisés et dimensionnés dans toutes les directions. Et l’image finale en mode PCI est complètement indépendante de l’amplitude.

Ce mode facilite l’analyse, car il élimine le besoin d’effectuer un balayage à plusieurs endroits sur l’axe d’index. Et, puisque la PCI sur l’appareil de recherche de défauts OmniScan X3 64 génère une image en temps réel, les données brutes complètes ne sont pas requises pour le traitement post-acquisition.
2. Impossible de saturer le signal
L’une des difficultés rencontrées avec les techniques fondées sur l’amplitude est la saturation du signal. Malgré les étalonnages et les réglages de gain effectués lors de la configuration, il est toujours possible que certains réflecteurs saturent le signal. Cette saturation peut être attribuable à la taille des réflecteurs, à leur type ou à leur orientation par rapport à un trou percé latéral (SDH) dans un bloc d’étalonnage ou à un autre réflecteur connu.
Étant donné que la PCI est fondée sur la cohérence de la variance statistique dans la phase de chaque A-scan élémentaire, le niveau de cohérence entre tous les A-scans ne peut pas dépasser 100 %. Même si le signal des A-scans élémentaires est saturé, cela n’aura aucune incidence sur les données PCI finales, car seule l’information de phase est prise en compte et accessible.
La préparation d’une inspection devient donc beaucoup plus facile et rapide, car la qualité du résultat dépend moins des paramètres de configuration. Une fois les modes d’acquisition choisis et la tension réglée sur 160 V crête à crête, vous êtes prêts pour l’inspection.
3. Nul besoin de prérégler le gain en fonction d’un réflecteur connu
La PCI est une technique qui ne tient aucunement compte de l’amplitude. Cela signifie que pour cette technique, l’étape de configuration où vous devez utiliser un réflecteur connu dans un bloc d’étalonnage pour régler le gain est inutile. Lorsque vous sélectionnerez le mode « Cohérence de phase » dans les paramètres de configuration de l’OmniScan X3 64, vous constaterez que le réglage du gain est bloqué, car l’amplitude n’est pas prise en compte pour les données PCI finales.
Puisque l’étape de réglage du gain est éliminée, le temps et les efforts nécessaires pour créer une configuration menant à une image de haute qualité sont considérablement réduits. Le réajustement du gain entre les balayages en fonction des types de réflecteurs trouvés n’est également plus nécessaire, ce qui réduit la nécessité de répéter les balayages TFM pour s’assurer que les données sont exactes.
Il est toujours possible de vérifier la précision de dimensionnement qu’apporte une configuration donnée en mode PCI, mais avec un échantillon à encoche. En utilisant la crête dans la réponse de diffraction provenant de l’extrémité de l’encoche, la hauteur du défaut peut être mesurée avec les curseurs.
4. Des résultats plus cohérents et un dimensionnement plus facile
Étant donné que les configurations PCI sont plus faciles et plus rapides à créer avec moins de paramètres à configurer, cette technique permet une meilleure cohérence entre les inspections et les différents inspecteurs. Comme il est impossible de saturer le signal pendant le balayage et que le gain n’a aucune influence sur le signal, il y a moins de manipulations qui pourraient changer le résultat pendant l’analyse.
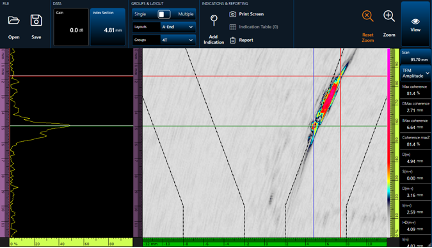
Pour dimensionner un défaut, l’inspecteur n’a qu’à trouver les points chauds créés par les diffractions d’extrémités et à placer le curseur sur le maximum de ces points chauds. Les lectures qui en résultent fournissent la taille du défaut, et il n’y a aucun ajustement à faire avant chaque dimensionnement. Le processus est à la fois plus rapide et plus facile.
Si la même sonde est utilisée, la taille du défaut restera la même d’un balayage à l’autre.
5. Moins de groupes requis pour une même zone de couverture
L’outil Acoustic Influence Map (AIM) du plan d’analyse est encore utilisé avec la PCI. L’avantage de la PCI par rapport à la TFM classique est qu’on peut ignorer les variations dans l’amplitude du signal affichées par l’outil AIM. Ainsi, partout où l’outil AIM montrera la présence du signal dans la pièce, la PCI offrira de bons résultats, même si l’amplitude renvoyée est faible.
C’est la magie de la PCI qui, de par sa nature, ne tient pas compte de l’amplitude. La cohérence peut être évaluée même si l’amplitude est faible puisque le signal est normalisé avant que la phase soit évaluée. Plus important encore, la position d’un défaut dans la zone TFM aura moins d’impact sur cette cohérence du signal que sur l’amplitude.
Les diffractions d’extrémités peuvent souvent se perdre dans le bruit de fond lors de l’utilisation des méthodes TFM ou multiéléments classiques. La PCI, quant à elle, met en évidence ces diffractions, les faisant ressortir même lorsqu’elles ne seraient pas évidentes avec les méthodes TFM ou multiéléments classiques.
Tous ces facteurs font en sorte que moins de groupes sont nécessaires pour une même zone de couverture.
Étant donné que la PCI n’est pas une technique fondée sur l’amplitude, vous devez modifier votre approche lors de la sélection de vos paramètres de configuration. Cette technique est différente des autres méthodes UT que vous pourriez avoir l’habitude d’utiliser. Lisez notre guide utile d’introduction à l’imagerie par cohérence de phase (PCI) pour voir les pratiques que nous recommandons ou contactez le représentant Evident Industrial de votre région pour planifier une démonstration.
Contenu connexe
Introduction à l’imagerie par cohérence de phase (PCI)
Cinq pièges à éviter lors de votre prochaine inspection TFM
Cartographie de l’influence acoustique en mode TFM
Contactez-nous
