
Les composites polymères renforcés de fibres de carbone (CFRP) sont des matériaux plastiques légers mais robustes qui contiennent des fibres de carbone. En raison de leurs bonnes propriétés mécaniques, les matériaux CFRP sont utilisés dans la fabrication d’une grande variété de pièces entre autres destinées aux industries automobile et aérospatiale. Puisque de plus en plus de pièces en CFRP sont produites, il est important de trouver des processus rapides et efficaces pour inspecter celles-ci.
Dans un article publié dans le cadre du programme du 19e World Conference on Nondestructive Testing (WCNDT), Jatzlau et al. ont indiqué que la méthode par résonance de notre appareil d’inspection des collages BondMaster™ peut détecter facilement, rapidement et de façon économique les différences qualitatives de porosité des nouvelles pièces automobiles en CFRP.
L’objectif de leur étude était d’examiner les méthodes non destructives d’inspection par résonance acoustique afin d’identifier la méthode d’assurance qualité, d’inspection et de détection des défauts la plus efficace pour les pièces en CFRP. Pour les expériences menées dans le cadre de cette étude, on a utilisé des pièces-échantillons en CFRP présentant des défauts de dommages d’impact, d’ondulation des fibres et de porosité. Les auteurs ont choisi l’appareil d’inspection des collages BondMaster pour trouver les pièces en CFRP qui présentaient des erreurs de fabrication et des dommages survenus pendant l’utilisation.
Les résultats obtenus leur ont permis de conclure que « par rapport à d’autres méthodes de CND, comme les ultrasons et la thermographie, l’analyse par résonance acoustique permet une identification simple et rapide des pièces défectueuses, avec une localisation approximative des défauts. Par la suite, on peut examiner de plus près les pièces identifiées au moyen d’appareils d’inspection plus complexes afin de déterminer avec précision l’emplacement, le type et la taille des défauts. »
Pour en savoir plus sur cette expérience et les résultats obtenus, lisez l’article complet ici.
Le rôle des composants et des structures assemblés par collage dans l’industrie automobile
Les composants et les structures assemblés par collage sont devenus une partie importante de la fabrication dans l’industrie automobile. L’intégrité et la fiabilité des collages sont essentielles à la production de produits finaux de haute qualité.
Les inspections par résonance permettent de détecter facilement les délaminations. Cette méthode permet également de détecter de nombreux types de décollements (p. ex. la séparation du revêtement et de l’âme dans les structures composites en nid d’abeilles).
Cependant, la configuration et la réalisation des inspections par résonance peuvent être compliquées. L’inspection nécessite l’utilisation d’un liquide de couplage, ce qui rend plus difficile le balayage du joint. De plus, l’application de liquides de couplage n’est pas autorisée sur certains matériaux et structures composites en raison de la possible contamination.
L’appareil BondMaster 600 offre des méthodes d’inspection des collages qui ne nécessitent pas de couplant, comme la méthode par émission‑réception séparées et l’analyse d’impédance mécanique (MIA). La méthode d’inspection par résonance, disponible sur le modèle BondMaster 600M, est particulièrement efficace pour détecter les délaminations et les décollements dans une variété de structures composites. Elle fonctionne mieux sur les composites à revêtement mince.
Inspection des collages au moyen de la méthode par résonance : fonctionnement
La méthode par résonance utilise des sondes de contact à ultrasons spéciales à bande passante étroite. La méthode s’appuie sur le changement d’impédance de la sonde à ultrasons à forte résonance (facteur de qualité Q élevé) lors de son couplage acoustique au matériau. L’impédance électrique de la sonde est influencée par l’impédance acoustique de la pièce inspectée, et l’impédance acoustique d’un matériau composite donné est modifiée par tout type de décollement.
Un décollement agit comme une plaque mince qui vibre, générant une onde stationnaire lorsque l’épaisseur est égale à des multiples impairs (1, 3, 5, etc.) de la longueur de l’onde acoustique dans la plaque.
Pour une longueur d’onde, l = v/f, où « v » correspond à la vitesse de propagation des ondes sonores dans le matériau et où « f » est la fréquence de résonance. Plus la couche est fine, plus la fréquence de résonance est élevée.
La figure 1 ci-dessous montre une sonde de résonance couplée à une pièce au niveau d’un joint décollé, et l’onde stationnaire résultante.
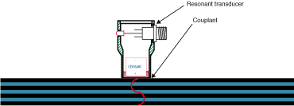
Figure 1 : Onde stationnaire résonnante dans une plaque mince ou un joint décollé
Pour l’impédance acoustique : Z = rVtanh[a +i(ß +kt)], où « a » est la constante de réflectivité, « ß » le changement de phase, « t » l’épaisseur de la plaque et « k » le nombre d’ondes.
Dans un joint collé, les changements d’épaisseur utile causés par le décollement affectent de manière considérable la phase et l’amplitude du signal à la fréquence de résonance de la sonde. Dans un joint multicouche, la phase est liée à la profondeur de la couche décollée, comme le montre la figure 2.
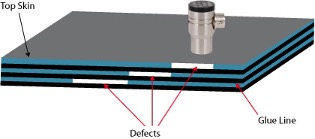
Figure 2 : Inspection d’un décollement multicouche
L’appareil d’inspection des collages BondMaster 600M ajustera automatiquement la fréquence de résonance de la sonde dans l’air en balayant une plage de fréquences et en localisant le zéro de la phase.
L’appareil fonctionnera ensuite à cette fréquence. La figure 3 illustre le bon fonctionnement de la sonde.
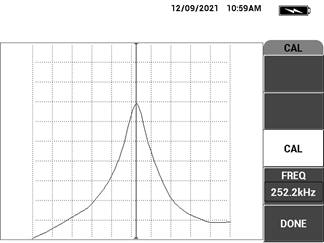
Figure 3 : L’appareil BondMaster 600M balaie la plage de fréquences d’une sonde et affiche les caractéristiques de résonance de cette sonde.
La confirmation de la fréquence de résonance confirme le bon fonctionnement de la sonde.
Le couplage de la sonde à une pièce composite fait que la pièce agit comme un organe d’amortissement, réduisant l’amplitude, augmentant la largeur de bande de la sonde, et modifiant la fréquence de résonance. La sonde est remise à zéro (rééquilibrée) sur la zone présentant un collage adéquat/sans défaut, comme le montre la figure 4 ci-dessous.
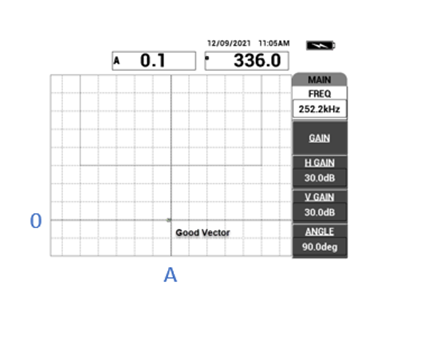
Figure 4 : La sonde est remise à zéro (rééquilibrée) sur la zone présentant un collage adéquat/sans défaut.
Lorsqu’il y a un défaut comme un délaminage, le défaut modifie la fréquence de résonance de la sonde, modifiant ainsi également la position du vecteur affichée à l’écran. La phase est indiquée par le 0 du vecteur, et l’amplitude (A) est indiquée par la distance à partir du point zéro central. Les signaux à l’écran apparaîtront comme sur la figure 5 ci-dessous.
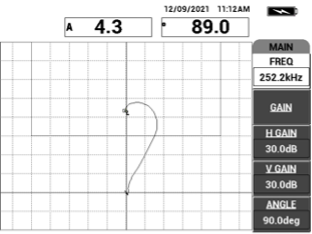
Figure 5 : Exemple de délamination détectée avec l’appareil BondMaster 600M
La fréquence de la sonde est choisie en fonction de l’épaisseur de la couche de revêtement et du type de matériau. Pour une sensibilité optimale aux décollements, plus la couche est fine, plus la fréquence de la sonde doit être élevée.
La fréquence de la sonde doit être proportionnelle à l’impédance acoustique de la couche. Les matériaux comme le graphite ou la fibre de verre, lesquels ont une faible impédance (Z = rV, où « Z » est l’impédance, « r » la densité et « V » la vitesse de propagation des ondes sonores dans le matériau), nécessitent l’utilisation de sondes ayant une plus basse fréquence que les couches de revêtement métallique.
Les fréquences comprises entre 35 kHz et 350 kHz sont utiles pour la plupart des inspections de collages ; les fréquences les plus élevées de cette plage sont utilisées pour les couches les plus minces ou les couches métalliques.
Vérification facile des matériaux composites stratifiés grâce aux inspections des collages

Un opérateur utilise l’appareil d’inspection des collages BondMaster 600 en mode résonance pour inspecter un matériau composite.
L’appareil BondMaster 600M est programmé pour un large éventail de méthodes d’inspection standard : émission réception séparées par radiofréquence, émission-réception séparées par impulsions, émission-réception séparées par balayage, résonance, sans oublier la méthode d’analyse par impédance mécanique (MIA), qui a été considérablement améliorée. Lors de l’inspection des composites, le mode de résonance du BondMaster 600M calcule les changements de phase et d’amplitude de l’onde stationnaire ou de propagation à l’intérieur de la sonde. Les sondes de résonance sont des sondes de contact à bande étroite, et les changements d’impédance des cristaux de la sonde sont représentés dans l’affichage X-Y du BondMaster 600M.
Le mode de résonance de cet appareil est une façon simple et fiable de détecter les délaminations. Souvent, la profondeur de la délamination peut être estimée à partir de la rotation de phase du signal. Ce mode est remarquablement facile à utiliser, principalement grâce aux réglages prédéfinis en usine pour les applications de décollement des matériaux composites stratifiés.
Intégrez facilement l’inspection des collages dans des systèmes automatisés à grande vitesse
Tout comme l’appareil de recherche de défauts à courants de Foucault NORTEC™ 600, l’appareil d’inspection des collages Bond Master 600 peut être incorporé facilement et de manière transparente dans des systèmes d’inspection intégrés et est conçu pour fonctionner en continu dans les environnements industriels.
Apprenez-en plus sur les inspections des collages dans notre article technique ou contactez-nous pour planifier une démonstration en personne ou virtuelle.
Contenu connexe
Inspection multimode des assemblages par collage
Solutions d’inspection des composites
