8.3 AWS D1.1
AWS D1.1
La norme AWS D1.1 Structural Welding Code de l’Amercian Welding Society définit une technique établie permettant la classification des discontinuités trouvées dans les soudures selon la valeur type D calculée comme suit:
A – B – C = D où
A = Niveau d’amplitude de la discontinuité en dB
B = Niveau de référence en dB
C = Facteur d’atténuation du matériau (2x [longueur de trajet ultrasonore en pouces – 1 po]) en dB
L’inspecteur compare ensuite l’amplitude nominale de l’indication (D) avec une table d’acceptation ou de rejet fournie par AWS afin de déterminer la gravité de l’indication. Au fur et à mesure que l’inspection avance, l’inspecteur génère un rapport AWS contenant les variables mentionnées ci-dessus, ainsi que l’information sur la sonde, la longueur et l’emplacement des discontinuités, et l’évaluation qu’il en fait.
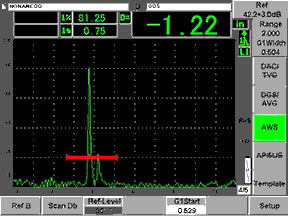
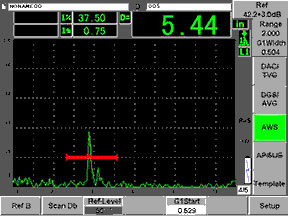
Les logiciels des appareils de recherche de défauts modernes simplifient ce processus en intégrant le calcul de la valeur D dans l’affichage et en enregistrant les valeurs A, B, C et D. Au moment de la configuration, l’inspecteur enregistre le niveau d’amplitude de référence (B) à partir d’une génératrice. Pendant l’inspection, l’appareil mesure l’amplitude de l’indication et la longueur du parcours ultrasonore pour obtenir les valeurs A et C et calcule ensuite la valeur D. Cette valeur peut être positive ou négative dépendant si l’écho du réflecteur est plus petit ou plus large que l’écho de référence utilisé au moment de la configuration. Dans l’exemple montré ci-dessous, les indications dans la porte rouge ont des valeurs D de -1,22 et de 5,44, respectivement, ce qui indique des réflecteurs relativement petit ou grand.
 |  |