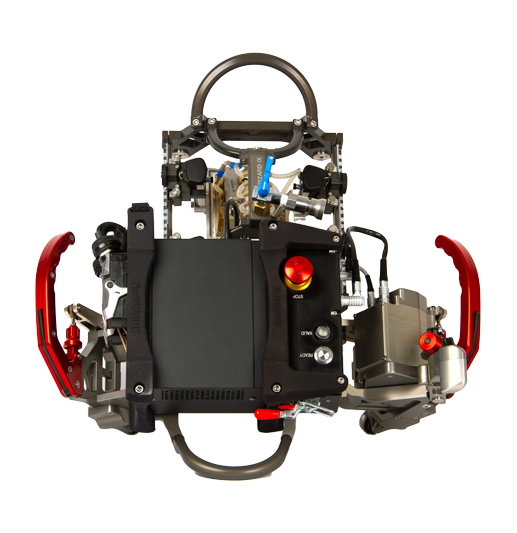
Système automatisé d’inspection par ultrasons de soudures circonférentielles PipeWIZARD™ iX
Le système d’inspection par ultrasons multiéléments PipeWIZARD™ iX aide les entreprises de pipelines à vérifier avec fiabilité la conformité des soudures circonférentielles au cours du processus de construction. Robuste et compact, le système PipeWIZARD iX est conçu pour faciliter les inspections de pipelines terrestres et en mer. Solution très efficace d’inspection automatisée par ultrasons (AUT), ce
puissant système multitechnologique détecte les défauts dans les soudures circonférentielles et dans la zone thermiquement affectée (HAZ) afin qu’ils puissent être analysés et évalués rapidement.
Un appareil à haute performance pour la réalisation d'inspections standard et avancées
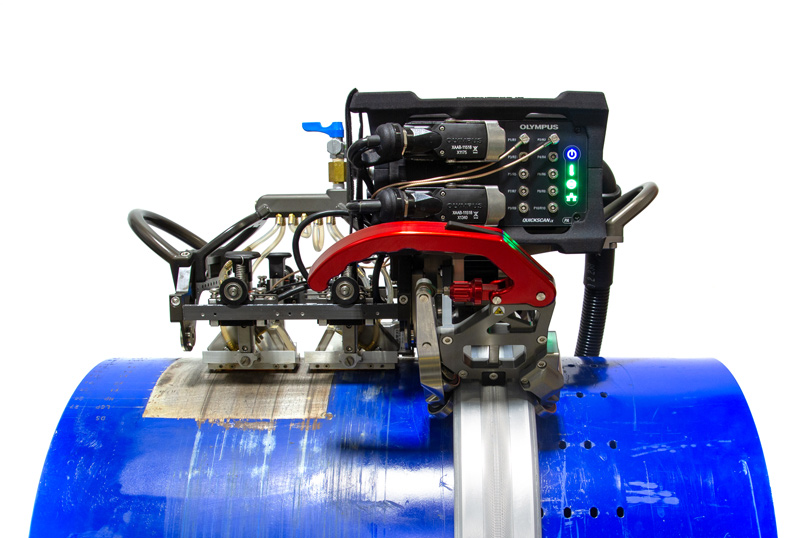
Le système PipeWIZARD iX est conçu pour résister aux vibrations, aux chocs, aux interférences électromagnétiques et aux températures extrêmes. Grâce à son design compact mais robuste, il est également facile à transporter et à manipuler en toute confiance.
L’unité d’acquisition de données du système PipeWIZARD iX – la QuickScan iX PA 64:256 A – est plus légère que sa prédécesseure et est intégrée au scanner, ce qui facilite son installation et son utilisation. Dotée de composants électroniques plus puissants et d’un plus grand nombre de canaux d’entrée, cette unité d’acquisition de données renforce
les capacités et l’efficacité du système PipeWIZARD : elle améliore sa capacité de couverture et lui permet de prendre en charge les techniques avancées d’inspection par ultrasons.
Facilité d’utilisation et efficacité sur site améliorées
La conception matérielle optimisée du système PipeWIZARD iX offre une flexibilité et une adaptabilité accrues. Grâce aux longueurs de câble ombilical supplémentaires, aux connecteurs à verrouillage rapide et aux modules de sonde configurables, le PipeWIZARD iX peut s’adapter encore davantage à divers besoins et environnements d’inspection. De plus, sa bande plus étroite réduit grandement la
quantité de revêtement à retirer par rapport à sa prédécesseure.
Le système PipeWIZARD iX simplifie et améliore la collaboration entre les inspecteurs sur site, augmentant ainsi leur efficacité globale. En effet, les témoins lumineux intégrés et les fonctions logicielles du système facilitent la communication entre le technicien manœuvrant le scanner et l’opérateur, ce qui garantit une inspection fluide, même dans des conditions difficiles.
Processus d’inspection et d’analyse optimisés
Soigneusement conçu pour répondre aux principaux critères d’une vérification de soudures circonférentielles fiable et conforme aux normes, le logiciel compagnon du PipeWIZARD iX se distingue par sa convivialité accrue et par sa gamme d'outils avancés et sophistiqués, incluant notamment :
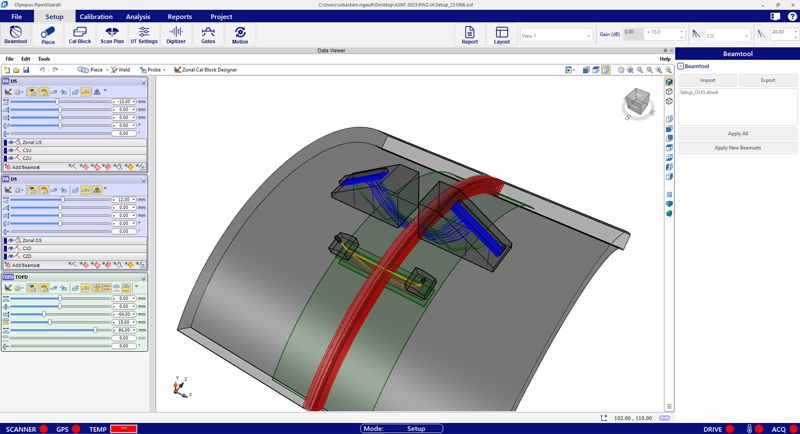
Logiciel embarqué BeamTool d’ES
Concepteur de blocs étalons
Étalonnage automatique du codeur
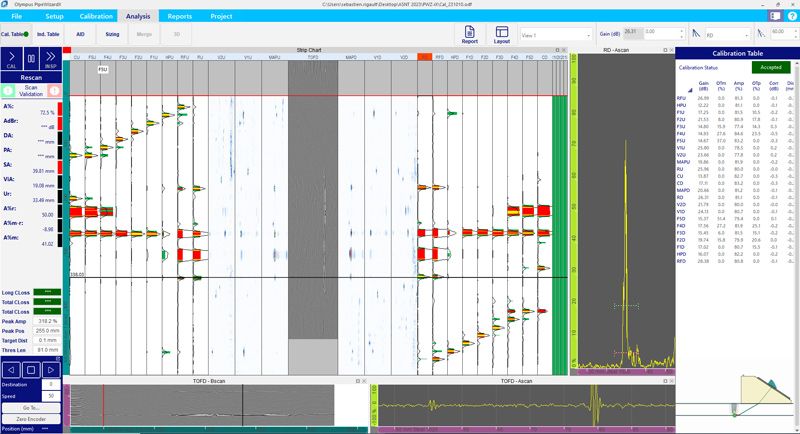
Assistance pour l’analyse
Pour une meilleure accessibilité des données et une polyvalence accrue, l’unité d’acquisition QuickScan iX PA enregistre les fichiers de données dans un format ouvert, ce qui facilite le développement de logiciels personnalisés. Si la personnalisation est un aspect qui vous intéresse, communiquez avec votre représentant Evident pour obtenir de plus amples détails.
Applications
Système complet d’inspection de soudures circonférentielles
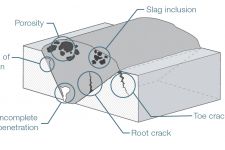
Le système d’inspection de soudures circonférentielles PipeWIZARD iX est conçu pour fonctionner dans des environnements aux conditions rigoureuses et extrêmes, allant des régions subarctiques glaciales aux déserts torrides. Ce système, qui est capable de détecter différents types de défauts, notamment le manque de fusion, le manque de pénétration, la porosité, l’excès de pénétration, les
caniveaux, les défauts d’alignement, les fissures, les reprises et les inclusions, s’adapte à toutes les configurations de soudures circonférentielles :
Tous les profils de soudure : chanfrein en J, chanfrein en V, V double, X, etc.
Épaisseurs courantes de parois de tuyaux allant de 6 mm (0,25 po) à plus de 35 mm (1,4 po) ; des options sont disponibles pour les tuyaux plus épais
Diamètres de tuyaux allant de 168 à 1524 mm (6,625 à 60 po)
Matériaux de tuyaux allant de l’acier au carbone standard aux compositions complexes telles que l’Inconel, et tuyaux revêtus
Inspection automatisée par ultrasons (AUT)
Lorsqu’il s’agit d’inspecter des soudures circonférentielles sur des pipelines, l’inspection automatisée par ultrasons (AUT) constitue la méthode privilégiée en remplacement de la méthode de radiographie traditionnelle.
Voici quelques avantages manifestes de l’inspection AUT par rapport à la radiographie :
Pas de risques d’exposition à des rayonnements pour le personnel, pas de produits chimiques à utiliser, aucun problème environnemental
Cycles d’inspection plus courts, augmentant la productivité
Meilleure détection et précision de dimensionnement accrue, réduisant les taux de rejet
Satisfait aux critères d’acceptation de l’évaluation technique critique (ETC) avec mesure de la hauteur verticale et de la profondeur des indications
Analyse en temps réel à partir d’un affichage intelligent des résultats
Rapports de données et d’inspection
Aucune licence requise
Capacités d’inspection au moyen de technologies multiples
Grâce au système PipeWIZARD iX, vous pouvez tirer parti à la fois de la technologie à ultrasons multiéléments de pointe polyvalente et de la technologie à ultrasons conventionnels :
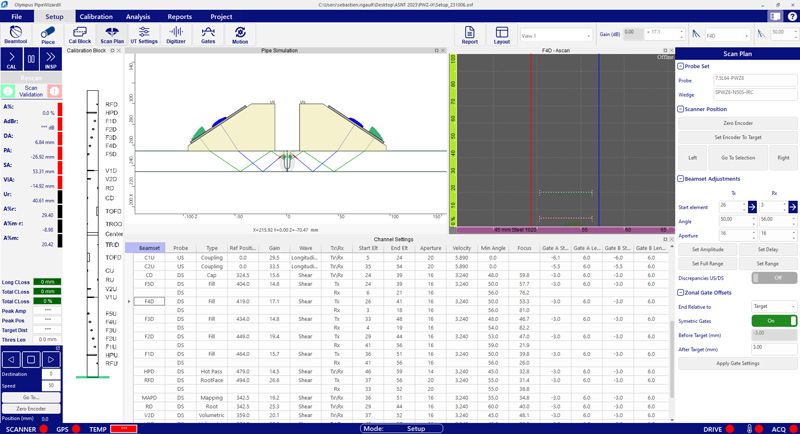
Discrimination de zones – Chaque zone, qui correspond approximativement à une passe de soudage, est inspectée individuellement à l’aide d’une technique par écho d’impulsion ou à émission-réception séparées, ce qui permet une couverture complète de la zone du chanfrein et du volume de la soudure, ainsi qu’un dimensionnement précis des défauts.
Diffraction en temps de vol (TOFD) – Cette méthode est utilisée pour confirmer la présence des indications vues sur le diagramme à bandes ou pour améliorer la détection et le dimensionnement d’indications petites ou mal orientées.
Ultrasons multiéléments (PA) – Les techniques classiques d’inspection par ultrasons multiéléments, comme les balayages sectoriels, linéaires ou composés, peuvent être utilisées comme méthodes complémentaires ou pour l’inspection de soudures dont la configuration ne permet pas une discrimination de zones optimale.
Ultrasons conventionnels (UT) – Cette méthode est notamment utilisée pour détecter des défauts transversaux dans une configuration à émission‑réception séparées, pour mesurer des épaisseurs de parois et pour inspecter la partie supérieure des soudures à l’aide d’ondes rampantes.
Compatibilité avec la méthode de focalisation en tout point (TFM) – Le puissant appareil d’acquisition de données QuickScan iX PA est capable de prendre en charge les séquences d’excitation d’éléments complexes nécessaires à l’utilisation de techniques d’inspection avancées comme la TFM.
Conformité aux normes d’inspection AUT de soudures circonférentielles
Assurez-vous que les soudures circonférentielles sont conformes aux normes et aux réglementations internationales qui régissent l’industrie des pipelines terrestres et en mer. Le système PipeWIZARD iX vous permet d’effectuer des inspections automatisées par ultrasons qui satisfont aux normes suivantes :
Norme ASTM E-1961 (couvrant les critères essentiels liés à l’inspection AUT de soudures circonférentielles : discrimination de zones, interprétation rapide des données, blocs étalons spécialisés et procédures de configuration)
Norme API 1104 (par inférence)
Norme DNV-OS-F101 (normes pour l’inspection AUT en mer)
Lorsque les spécifications de votre entreprise le requièrent, vous pouvez augmenter la précision du dimensionnement des défauts et atteindre un niveau de résolution supérieur à ce qu’exigent les normes.
Caractéristiques générales
Principales caractéristiques du système PipeWIZARD iX
Unité d’acquisition de données QuickScan iX PA intégrée pouvant accueillir des sondes PA de 256 éléments (ou moins) et jusqu’à 10 sondes UT indépendantes
Unité d’acquisition commodément installée sur le scanner et éliminant ainsi l’atténuation des signaux causée par un long câble ombilical
Logiciel embarqué BeamTool d’Eclipse Scientific pour l’inspection et l’analyse, offrant la technique de discrimination de zones avec concepteur de blocs étalons zonaux
Logiciel équipé d’outils plus automatisés :
Configuration automatique
Disposition d’affichage automatique
Étalonnage automatique du codeur
Analyse assistée
Dimensionnement automatique en hauteur et en longueur
Câble ombilical à raccord rapide : poids léger et pivotement facile, disponible en diverses longueurs pour faciliter la gestion des câbles et améliorer le rapport signal sur bruit, longueurs disponibles – 10, 20, 30 et 50 m (32,8, 65,6, 98,4 et 164 pi)
Chariot de scanner facile à installer et à utiliser grâce à ses mécanismes améliorés de serrage et de réglage de la roue d’entraînement, lesquels facilitent l’adaptation aux différents diamètres de tuyaux
Pièces peu nombreuses, lesquelles nécessitent peu d’entretien et sont conçues pour durer dans toutes les conditions
Faible largeur de bande, raccourcissant le retrait de revêtement nécessaire (retrait plus court qu’avec le modèle précédent) ; la même bande peut être utilisée pour deux diamètres de tuyaux si on utilise les pièces d’espacement en option
Module de sondes pouvant accueillir jusqu’à 12 sondes ; vous pouvez facilement retirer et ajouter des sections au besoin
Bras intelligents à ressort (pour tenir les sondes) nécessitant peu d’entretien et équipés d’un pointeur permettant de régler avec précision les décalages sur l’axe d’index
Communication directe entre le technicien manœuvrant le scanner et l’opérateur (bouton « Ready » [Prêt] et témoin de validation du balayage)
Option GPS permettant d’enregistrer la position géographique dans le fichier de données
Matériel du système prêt pour la prise en charge de la FMC/TFM (fonction logicielle à venir)
Caractéristiques techniques
Système PipeWIZARD iX
Caractéristiques techniques du système
Dimensions
Scanner entier avec les poignées
577 × 578 × 210 mm (22,7 × 22,7 × 8,3 po)
Unité d’acquisition
243 × 188 × 100 mm (9,6 × 7,4 × 3,9 po)
Poids
Scanner entier avec les poignées
18 kg (40 lb)
Unité d’acquisition
4,8 kg (10,6 lb)
Étendue de diamètres des tuyaux
De 168 à 1524 mm (de 6,625 à 60 po)
Vitesse de balayage maximale
100 mm/s (3,9 po/s)
Environnement
Température d’entreposage
De −30 à 60 °C (de −22 à 140 °F)
Température de fonctionnement
De −30 à 50 °C (de −22 à 122 °F)
Humidité relative maximale
90 %, sans condensation
Niveau de pollution
4
Altitude
Jusqu’à 2000 m (6561 pi)
Indice de protection IP
IP65
Catégorie d’installation
III
Connectivité Ethernet
Interface Ethernet
1000BASE‑T (largeur de bande de 1000 Mbps)
Longueur du câble
30 m (100 pi) max.
Type de câble
Catégorie 5e ou supérieure, blindé
Débit de transfert sur câble Ethernet
940 Mbits/s max.
Connecteur
RJ-45, femelle, blindé
Alimentation c. c.
Tension
24 V c.c. ±5 %
Consommation électrique max.
360 W
Système
Temps de préchauffage
Aucun
Connecteurs de sonde
2 pour sondes à ultrasons multiéléments (IPEX) et 10 pour sondes à ultrasons conventionnels (LEMO)
Système de positionnement
GPS externe (en option)
Capteur de température
Thermocouple pour la surveillance de la température du sabot
Techniques
Discrimination de zones, PA, TOFD, UT
TFM, PWI, PCI (matériel prêt, fonctions logicielles en développement)
Caractéristiques techniques des émetteurs
Paramètre
PA
UT
Nombre de lois focales
1024
S. O.
Sortie des impulsions (pour 50 Ω) ±10 %
5, 10, 20, 40, 60, 80 et 90 V crête à crête pour une impulsion bipolaire
Sortie des impulsions (impédance élevée) ±10 %
7,8, 15,6, 31, 62, 93, 124 et 140 V crête à crête pour une impulsion bipolaire
Nombre d’émetteurs
64:256PR avec excitation parallèle
10
Nombre d’éléments
256
S. O.
Canaux UT
S. O.
Modes par écho d’impulsion (P/E) : jusqu’à 10 ; mode par émission-réception séparées (P/C) : jusqu’à 5
Largeur d’impulsion/incrémentation (précision de 5 ns ou ±10 %)
De 30 à 1000 ns (incréments de 5 ns)
Temps de descente
15 ns pour une impulsion bipolaire de 40 V crête à crête
Forme de l’impulsion
Impulsion carrée bipolaire, positive et négative
Impédance de sortie
25 Ω
39 Ω
Caractéristiques techniques des récepteurs
Paramètre
PA
UT
Étendue du gain/incrémentation
De 0 à 80 dB (44 dB analogique + 36 dB numérique)
Résolution du gain
0,1 dB
Signal d’entrée maximal
Modes par écho d’impulsion (P/E) et par émission-réception séparées (P/C) : 1,15 V crête à crête
Modes par écho d’impulsion (P/E) et par émission-réception séparées (P/C) : 1,04 V crête à crête
EN IEC 61326-1:2021, EN 61000-3-2:2014, EN 61000-3-3:2013
É.-U. : FCC – titre 47, partie 15 du Code of Federal Regulations,
sous-partie B : Verification
Canada : NMB-001, 5e édition, juillet 2020