Système d’inspection de tubes par rotation (RTIS)

Vue d’ensemble
Le système pour l’inspection par rotation des tubes (RTIS) constitue une solution clé en main qui tire profit de sondes multiéléments intégrées à un système entièrement automatisé permettant de satisfaire aux exigences les plus strictes des inspections du volume ou de la surface. Entre autres avantages importants, on note les suivants :
Conçue pour être facile à utiliser, cette solution permet de garantir la qualité des tubes sans soudure ou soudés par résistance électrique. Le système comprend ce qui suit :
|  |
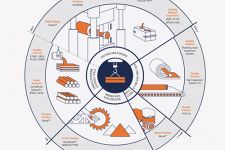
Inspection intégrale des tubes
Inspection des défauts longitudinaux, transversaux, obliques ou de laminage et mesure de l’épaisseur de paroi.
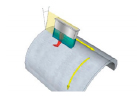
- Nouveaux sabots à colonne d’eau qui permettent de nombreux degrés de liberté pour s’adapter au mouvement du tube et assurer un excellent couplage
- Grâce à une conception spéciale, seules de très petites portions des extrémités sont ignorées à l’inspection
- Étalonnage automatique qui assure la reproductibilité des résultats
- Niveau de sensibilité élevé sur les petits défauts de référence et rapport signal sur bruit supérieur à 12 dB.
- Peut servir à satisfaire à la réglementation sur l’inspection (API-5CT et API-5L)
 Défaut longitudinal | 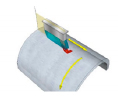 Défaut transversal | 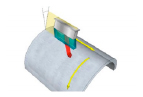 Défaut oblique |
Optimisez la productivité
Le système peut être configuré pour s’adapter à divers types d’inspection.
- Nombre de têtes d’inspection ou de composants électroniques adaptables selon le niveau de productivité souhaité.
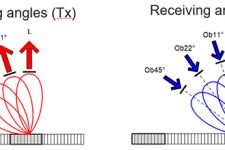
- Possibilité d’utiliser simultanément jusqu’à quatre ouvertures par sonde multiélément
- Grande zone de superposition du balayage mécanique pour une couverture jusqu’à 120 mm/r
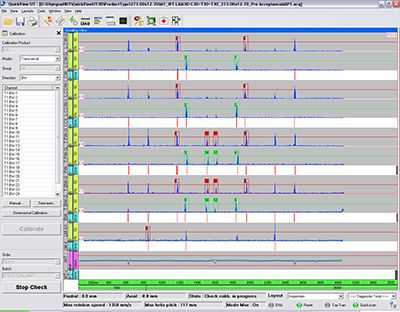
Étalonnage automatiquePour assurer une inspection minutieuse, chaque sonde multiélément doit être parfaitement étalonnée. Durant le processus d’étalonnage, le niveau de gain de chaque sonde est réglé automatiquement par le balayage d’un défaut connu. Cette fonctionnalité permet d’étalonner facilement et précisément chaque loi focale et d’économiser du temps sans avoir à se fier à une intervention humaine.
|  |
Logiciel et unité d’acquisition
Lorsqu’on associe les sondes multiéléments à une unité d’acquisition de pointe et à un logiciel avancé, on obtient un puissant système d’inspection facile à utiliser.
Unité d’acquisition à ultrasons multiélémentsLe module QuickScan™ PA 32:256 respecte la norme IP55, en plus d’être conçu pour s’intégrer facilement aux environnements industriels. Configuration facileLe logiciel QuickView facilite la configuration du système, ainsi que l’acquisition et la gestion des données. L’assistant logiciel facilite la création de configurations selon la dimension de chaque pièce. Les paramètres de configuration d’inspection et d’étalonnage de chaque diamètre de tube sont enregistrés et faciles à récupérer. Les résultats finaux fusionnés s’affichent pour permettre de distinguer clairement les tubes acceptés ou rejetés. |  |
- Accès rapide aux configurations d’inspection prédéfinies
- L’assistant logiciel facilite la création de nouvelles configurations.
- Possibilité de restreindre l’accès à certains utilisateurs pour minimiser les risques d’erreur humaine.
- Les renseignements sur l’étalonnage et l’inspection sont conservés à des fins de traçabilité.
- Les fichiers d’acquisition créés pour chaque tube inspecté peuvent être stockés localement ou à distance.
- Génération de rapports personnalisés et outils avancés de contrôle de processus
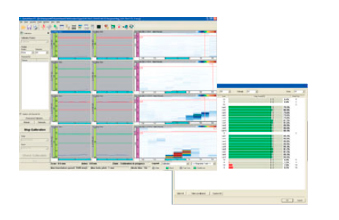
Résultats clairs
Une fois l’inspection terminée, les résultats finaux fusionnés s’affichent de manière à distinguer clairement les tubes acceptés ou rejetés.
|  |
Caractéristiques techniques
| Gamme de produits standard > Diamètre | De 60 mm à 508 mm |
|---|---|
| Gamme de produits standard > Épaisseur de paroi | De 4 mm à 75 mm |
| Gamme de produits standard > WT/OD | < 0,3 |
| Gamme de produits standard > Longueur | De 6 m à 15 m |
| Gamme de produits standard > Vitesse |
60,3 mm : 1 m/s
244,4 mm : 0,25 m/s 406,4 mm : 0,15 m/s |
| Couverture d’inspection > Densité d’impulsion axiale | Configurable (chevauchement de 0 à > 50 %) |
| Couverture d’inspection > Densité d’impulsion radiale | Configurable (de 1,0 mm à 2,0 mm) |
| Présentation des données > Résultat d’inspection en temps réel | Vue C-scan, représentations temporelles et alarmes |
| Présentation des données > Configuration des paramètres | A-scan et B-scan |
| Présentation des données > Dispositions d’inspection | 20 dispositions différentes, personnalisables |
| Modes d’inspection > Modes d’inspection typiques | Longitudinal, transverse, oblique, lamination et mesure d’épaisseur de la paroi |
| Modes d’inspection > Modes de tir | Technique par écho d’impulsion |
| Modes d’inspection > Configuration du mode d’inspection | Plusieurs modes d’inspection peuvent être effectués simultanément avec la même sonde multiélément. |
| Capacités de détection pour les défauts de référence typiques > Normes API |
Encoches N5 et N10 longitudinales, transversales et obliques de 12,7 mm et de 25,4 mm sur le DI et le DE ;
Trou débouchant de 3,2 mm et de 1,6 mm, trou à fond plat de 6,35 mm |
| Capacités de détection pour les défauts de référence typiques > Rapport signal sur bruit (SNR) | > 12 dB |
| Capacités de détection pour les défauts de référence typiques > Répétabilité |
Encoches en L : < 2 dB
Encoches en T et obliques : < 3 dB Trou débouchant de 3,2 mm et trou à fond plat de 6,35 mm : < 4 dB |
| Rapports et stockage de données > Types de rapport | Rapports personnalisables d’inspection, d’étalonnage et de vérification de l’étalonnage |
| Rapports et stockage de données > Stockage | Stockage en temps réel des données d’inspection dans la base de données |