Notare che la disponibilità del prodotti varia in funzione dell'area geografica. Contattare il proprio rappresentante Olympus per maggiori informazioni.
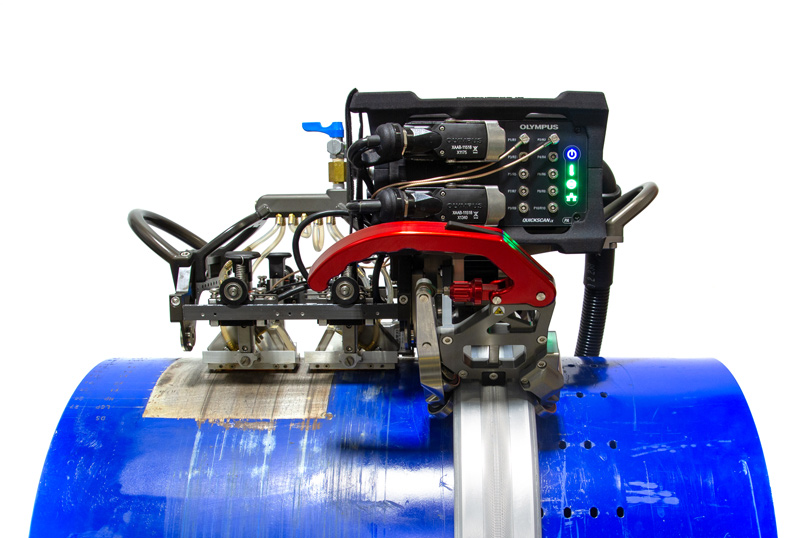
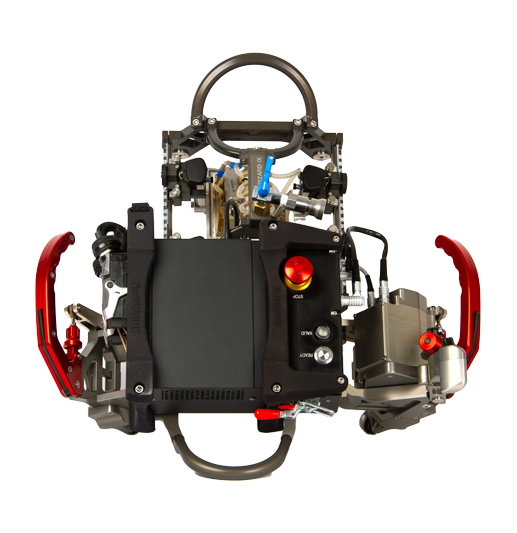
Sistema ad ultrasuoni automatizzato PipeWIZARD™ iX per l'ispezione di saldature cirocnferenziali
Il sistema di controllo ad ultrasuoni PipeWIZARD™ iX aiuta le aziende che si occupano della realizzazione di tubazioni a eseguire un controllo affidabile delle saldature circonferenziali durante il processo di costruzione. Combinando robustezza e compattezza, il sistema PipeWIZARD iX è progettato per semplificare le ispezioni di tubazioni onshore e offshore. Rappresentando una soluzione di controllo ad ultrasuoni automatizzata (AUT) ad alta efficienza, questo potente
sistema di rilevamento multitecnologico individua i difetti presenti nelle saldature circonferenziali e le zone termicamente alterate (HAZ - heat-affected zone), in modo da poterli analizzare e valutare velocemente.
Strumento a elevate prestazioni per ispezioni standard e avanzate
Il sistema PipeWIZARD iX è costruito per resistere a vibrazioni, urti e interferenze elettromagnetiche, potendo inoltre resistere a temperature estreme. Grazie alla sua struttura compatta ma robusta, il sistema PipeWIZARD iX è inoltre facile da trasportare e manipolare con sicurezza.
Più leggero rispetto al suo predecessore, l'unità di acquisizione dei dati del sistema PipeWIZARD iX è integrata nello scanner, facilitando la configurazione e l'operatività. Dotato di componenti elettroniche più potenti e un maggior numero di canali d'ingressi, lo strumento di acquisizione dei dati QuickScan iX PA 64:256 permette di ottimizzare le funzionalità e l'efficienza del sistema PipeWIZARD, migliorando la capacità di
copertura e supportando le avanzate tecniche di ispezione ad ultrasuoni.
Incremento della facilità d'uso e dell'efficienza di ispezione sul posto
L'ottimizzata struttura hardware del sistema PipeWIZARD iX assicura una maggiore flessibilità e adattabilità di configurazione. La disponibilità di lunghezza supplementari di cavi ombelicali, di connettori ad attacco rapido e di moduli delle sonde configurabili permettono di adattare la configurazione del PipeWIZARD iX a diverse esigenze di ispezione e contesti ambientali. Inoltre la sua fascia più stretta riduce significativamente le esigenze di
rimozione del rivestimento rispetto al modello precedente.
Il sistema PipeWIZARD iX permette al personale di ispezione operante sul campo di collaborare in modo più facile ed efficiente. Le integrate spie d'indicazione e le funzioni software permettono di semplificare la comunicazione tra il tecnico e l'operatore dello scanner, in modo da realizzare facilmente l'ispezione, anche in condizioni complesse.
Ottimizzato flusso di lavoro di ispezione e analisi
Progettato attentamente per soddisfare le esigenze di affidabilità e conformità alle norme del controllo delle saldature circonferenziali, il software complementare del PipeWIZARD iX risulta più facile da utilizzare ma è dotato di strumenti più avanzati e sofisticati come:
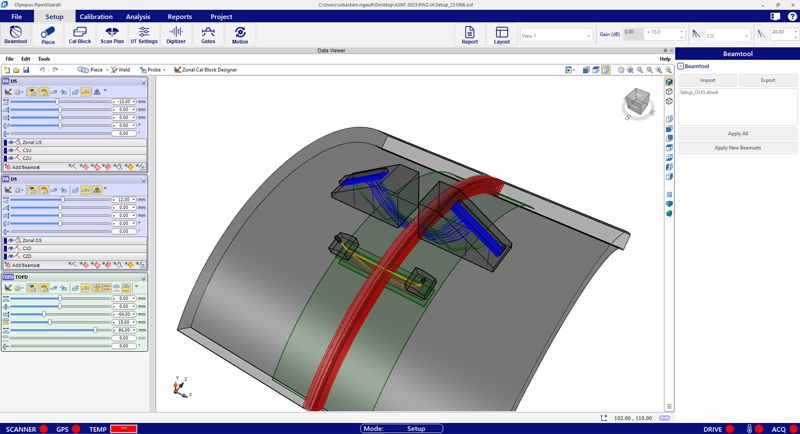
Integrato software ES BeamTool
Designer del blocco di taratura
Taratura automatica dell'encoder
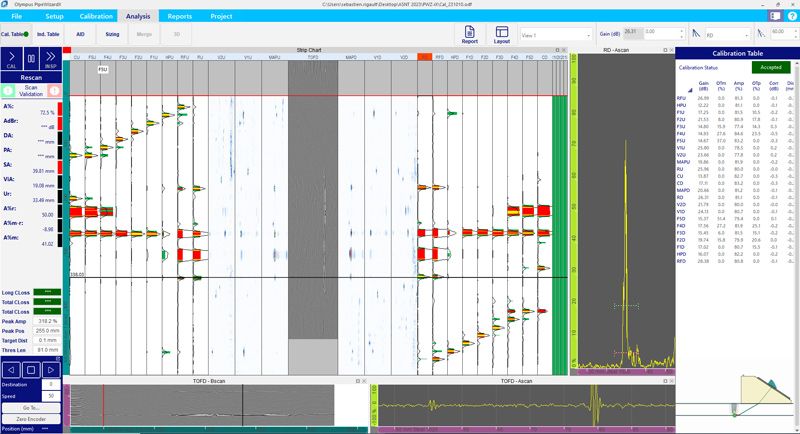
Assistenza all'analisi
Per assicurare una maggiore accessibilità e versatilità dei dati l'unità di acquisizione QuickScan iX PA permette di salvare i file di dati in un formato file aperto, facilitando lo sviluppo personalizzato del software. Per una personalizzazione contattare il proprio rappresentante Evident per ottenere maggiori informazioni.
Applicazioni
Sistemi di ispezione di saldature circonferenziali complete
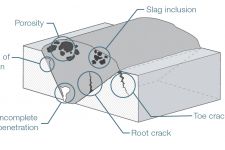
Il sistema di ispezione di saldature circonferenziali PipeWIZARD iX è costruito per operare in condizioni difficili ed estreme, dalle regioni subartiche molto fredde ai deserti molto caldi. Rilevando i difetti come fusione incompleta, penetrazione incompleta, porosità, penetrazione eccessiva, incisione marginale, disallineamento, cricca, giunto freddo, inclusione e altri, il sistema PipeWIZARD iX si adatta a tutte le configurazioni di saldatura circonferenziale:
Tutti i tipi di profili delle saldaturecome smusso a J, smusso a V, doppia V, X, ecc.
Spessori della parete delle tubazioni in genere comprese tra 6 mm (0,25 in.) a più di 35 mm (1,4 in.); sono disponibili delle tubazioni di spessore maggiore.
Diametri di tubazioni da 168 mm (6,625 in.) a 1524 mm (60 in.).
I materiali delle tubazioni spaziano dai comuni acciai al carbonio a soluzioni più complesse come Inconel e tubazioni rivestite.
Controlli a ultrasuoni automatizzati
Per l'ispezione di saldature circonferenziali di tubazioni, i controlli a ultrasuoni automatizzati (AUT - automated ultrasonic testing) rappresentano l'alternativa preferenziale al classico metodo radiografico.
Alcuni certi vantaggi dei controlli a ultrasuoni automatizzati rispetto alla radiografia:
Nessun rischio di radiazioni per personale, alcun composto chimico utilizzato e nessuna preoccupazione ambientale
Relativamente breve durata del ciclo di ispezione per un'elevata produttività
Migliore rilevamento e maggiore precisione di misura, assicurando un minore tasso di non idoneità
Conformità dei criteri di accettazione dell'Engineering Critical Assessment (ECA) con la misura in verticale dell'altezza e della profondità delle indicazioni
Analisi in tempo reale attraverso un'efficiente visualizzazione
Acquisizione dei dati e dei report d'ispezione
Nessuna autorizzazione richiesta
Funzionalità di ispezione multitecnologiche
Tecnologie degli ultrasuoni avanzati phased array e degli ultrasuoni convenzionali del sistema PipeWIZARD iX:
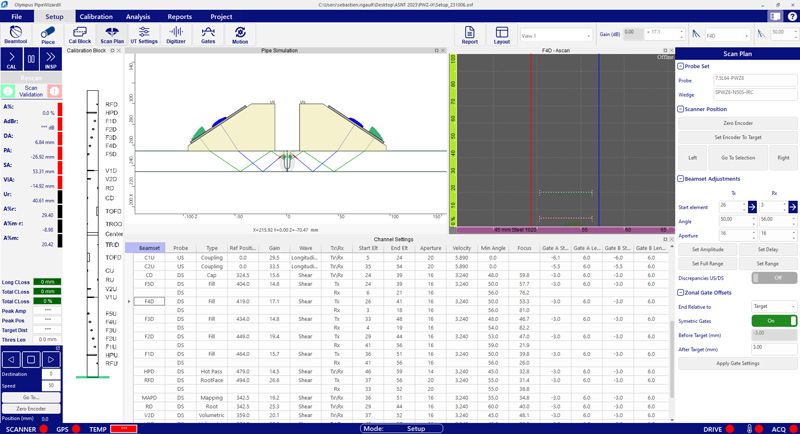
Differenziazione zonale ― Ogni zona (approssimativamente corrispondente a un passaggio della saldatura) viene ispezionata singolarmente con una tecnica PA impulso-eco o trasmissione-ricezione, permettendo una copertura completa dell'area di smusso e del volume della saldatura con una precisa misura dei difetti.
Diffrazione del tempo di volo (TOFD)― Usata per confermare le indicazioni visualizzate nella rappresentazione temporale (strip chart) o per migliorare il rilevamento e la misura su indicazioni di ridotte dimensioni o non orientate in modo ottimale.
Phased array (PA)― Tecniche PA convenzionali come le scansioni settoriali, lineari o combinate possono essere utilizzate come metodi complementari o per ispezionare le configurazioni delle saldature dove la differenziazione zonale non è ottimale.
UT convenzionali― Utilizzati per il rilevamento dei difetti trasversali in una configurazione trasmissione-ricezione, la misura dello spessore della parete, l'ispezione dell'area superiore della saldatura con onde superficiali (creeping).
Compatibile con il Metodo di focalizzazione totale (TFM) ― L'efficiente strumento di acquisizione dei dati QuickScan iX PA è in grado di supportare i complessi schemi di trasmissione necessari per le avanzate tecniche come il TFM.
Conformità alle norme per i controlli ad ultrasuoni automatizzati di saldature circonferenziali
È possibile validare in modo affidabile la conformità alle norme internazionali delle saldature circonferenziali applicate al settore delle tubazioni offshore e onshore. Il sistema PipeWIZARD iX permette di eseguire dei controlli ad ultrasuoni automatizzati in conformità alle seguenti norme:
Norma ASTM E-1961 (copertura delle principali parti dei controlli ultrasuoni automatizzati per saldature circonferenziali inclusi la differenziazione zonale, la rapida interpretazione dei dati, i blocchi di taratura speciali e le procedure di configurazioni)
Norma API 1104 (per estrapolazione)
Norma DNV-OS-F101 (norma per i controlli ad ultrasuoni automatizzati offshore)
Se un'azienda richiede espressamente una conformità a determinate specifiche, è possibile incrementare la precisione della misura dei difetti e raggiungere un livello di risoluzione che supera i requisiti normativi.
Caratteristiche
Caratteristiche principali del sistema PipeWIZARD iX
Strumento di acquisizione dei dati QuickScan iX PA integrato con sonde PA con un massimo di 256 elementi e con fino a 10 sonde UT indipendenti.
Unità di acquisizione montata in modo pratico nello scanner, eliminando l'attenuazione del segnale a causa del lungo cavo ombelicale.
Dotato del software BeamTool di Eclipse Scientific per l'ispezione e l'analisi, offre la tecnica di differenziazione zonale che include un designer del blocco di taratura zonale.
Software dotato di diversi strumenti automatizzati:
Configurazione automatica
Layout automatico
Taratura automatica dell'encoder
Analisi assistita
Misura automatica in altezza e lunghezza
Il cavo ombelicale a connessione rapida è leggero, facilmente direzionabile e disponibile in diverse lunghezze, semplificando il sistema di gestione dei cavi e migliorando il rapporto segnale-rumore (SNR - signal-to-noise ratio).
Opzioni disponibili: 10 m, 20 m, 30 m e 50 m (32,8 ft, 65,6 ft, 98,4 ft e 164 ft).
Il carrello dello scanner è semplice da configurare e utilizzare attraverso gli ottimizzati meccanismi di regolazione dei fissaggi e delle ruote, semplificandone l'adattamento con diversi diametri di tubazioni.
Alcune componenti richiedono solo una minima manutenzione ed è progettato per resistere a tutte le condizioni ambientali.
Larghezza della fascia ridotta, diminuendo la rimozione del rivestimento richiesta (rimozione del rivestimento più stretta rispetto al modello precedente); la stessa fascia può essere usata per 2 diametri di tubazioni usando gli opzionali distanziali.
Il modulo delle sonde supporta fino a 12 sonde; è possibile facilmente rimuovere e aggiungere sezioni in base alle proprie necessità.
Gli efficienti bracci con meccanismo a molla (bassa necessità di manutenzione) di supporto delle sonde sono dotati di un indicatore per definire con precisione gli offset dell'indice.
È possibile instaurare una comunicazione diretta tra il tecnico e l'operatore dello scanner (pulsante "Ready" (pronto) e spia di validazione della scansione).
L'opzione GPS permette di registrare la posizione geografica nel file dei dati.
Il sistema hardware è pronto per supportare l'FMC/TFM (funzionalità software disponibile prossimamente).
Specifiche tecniche
Sistema PipeWIZARD iX
Specifiche del sistema
Dimensioni
Scanner completo con impugnature
577 mm × 578 mm × 210 mm (22,7 in. × 22,7 in. × 8,3 in.)
Unità di acquisizione
243 mm × 188 mm × 100 mm (9,6 in. × 7,4 in. × 3,9 in.)
Peso
Scanner completo con impugnature
18 kg (40 lb)
Unità di acquisizione
4,8 kg (10,6 lb)
Intervallo di diametro della tubazione
Da 168 mm (6,625 in.) a 1524 mm (60 in.)
Massima velocità di scansione
100 mm/s (3,9 in./s)
Ambiente
Temperatura di immagazzinaggio
Da −30°C a 60°C (da −22°F a 140°F)
Temperatura operativa
Da −30°C a 50°C (da −22°F a 122°F)
Massima umidità relativa
90%, senza condensazione
Grado di inquinamento (livello)
4
Altitudine
Fino a 2000 m (6561 ft)
Grado di protezione IP
IP65
Categoria di installazione
III
Connettività Ethernet
Interfaccia Ethernet
1000BASE-T (larghezza di banda di 1000 Mbps)
Lunghezza del cavo
Massimo 30 m (100 ft)
Tipo di cavo
Categoria 5e o superiore, schermato
Velocità di trasferimento nel cavo Ethernet
Massimo 940 Mbps
Connettore
RJ-45 femmina, schermato
Alimentazione
Tensione
24 VCC ±5%
Massima potenza
360 W
Sistema
Tempo di preriscaldamento
Nessuno
Connettori delle sonde
2 phased array (IPEX) e 10 UT convenzionali (LEMO)
Sistema di posizionamento
GPS esterno (opzionale)
Sensore di temperatura
Termocoppia per il monitoraggio della temperatura dello zoccolo
Tecniche
Differenziazione zonale, PA, TOFD, UT
TFM, PWI, PCI (hardware pronto, funzionalità software in sviluppo)
Specifiche del pulsatore
Parametro
PA
UT
Numero di leggi focali
1024
N/A
Uscite dell'impulso (in 50 Ω) ±10%
5, 10 , 20, 40, 60, 80, 90 volt peak-to-peak (Vpp) per un impulso bipolare
Uscita dell'impulso (in Alta impedenza) ±10%
7,8, 15,6, 31, 62, 93, 124 e 140 Vpp per un impulso bipolare
Numero di pulsatori
64:256PR con trasmissione parallela
10
Numero di elementi
256
N/A
Canali UT
N/A
Impulso-eco: fino a 10; trasmissione-ricezione: fino a 5
Larghezza impulso/incremento (precisione di 5 ns o ±10%)
Da 30 ns a 1000 ns (incrementi di 5 ns)
Tempo di discesa
15 ns per un impulso bipolare di 40 Vpp
Forma dell'impulso
Impulso quadro bipolare, positivo e negativo
Impedenza di uscita
25 Ω
39 Ω
Specifiche del ricevitore
Parametro
PA
UT
Gamma di guadagno/Incremento
Da 0 dB a 80 dB (44 dB analogico + 36 dB digitale)