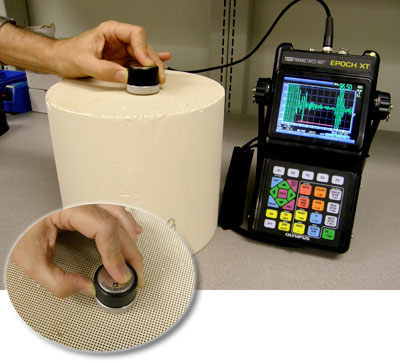
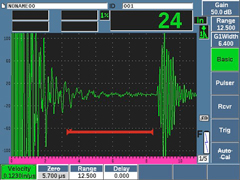
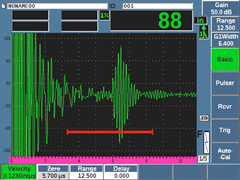
Application In the example below representing a setup with a flaw detector and an A601S-SB transducer, the left screen image represents a typical echo pattern from an undamaged filter. The peaks at the left side of that waveform represent reverberations of the outgoing sound pulse, and the echo at the right side represents the reflection from the far end. There should be no significant echoes in the zone in the middle that is marked by the red gate. The right screen image represents an echo pattern from a filter that is cracked just past its midpoint. The backwall echo to the right of the gate has disappeared because sound energy is no longer reflecting from the far wall. The transducer can be moved to as many points as desired on the face of the filter to check for cracks at other locations.
The specific instrument setup for each type of filter should be established through the use of a known good setup standard that is used to optimize the echo from the far end. By identifying the echo pattern from a good filter and looking for changes, a trained operator can quickly and reliably identify echo variations that correspond to internal cracks. Phased Array Testing
Phased Array can offer cross-sectional imaging of filters from either sectorial or linear scans. This can aid operator visualization of flaws. Automated testing has also been implemented using larger array probes and specialized fixturing. |
Risorse
Application Notes
Tornare alle risorse




Cracking in Ceramic Diesel Particulate Filters

Prodotti per l'applicazione
L'OmniScan PA effettua delle ispezioni phased array manuali e automatizzate. Offre tutte le funzioni di visualizzazione dell'A-scan, B-scan, S-scan e C-scan oltre all'avanzata capacità di elaborazione di dati in tempo reale. Configurazione degli elementi 16:128 oppure 16:16M, 16:64M, 32:32 e 32:128
Lo strumento OmniScan SX, leggero e a gruppo singolo, integra uno schermo tattile a alta leggibilità da 8,4" e permette la realizzazione di soluzioni in modo economicamente vantaggioso. L'OmniScan SX è disponibile in due modelli: SX PA e SX UT. L'SX PA è un'unità 16:64PR, la quale, come quella SX UT (solamente UT), integra un canale a UT convenzionali per le ispezioni impulso-eco, trasmissione-ricezione o TOFD.
Ogni rilevatore di difetti della serie OmniScan™ X3 rappresenta uno strumento phased array completo. L’innovativo TFM e le avanzate funzionalità PA facilitano l’identificazione affidabile di difetti mentre i potenti strumenti software e i flussi di lavoro semplificati migliorano la produttività.
L'EPOCH 650 è un rilevatore di difetti ad ultrasuoni convenzionali con eccellenti performance di rilevamento di difetti ed operatività per un ampia varietà di applicazioni. Questo intuitivo e robusto strumento è l'evoluzione del rilevatore di difetti EPOCH 600 di grande successo con delle funzionalità addizionali.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.