
Summary
The Girth Welds used to connect pipe across country or offshore for the transportation of petroleum must be inspected during construction to ensure safe operation. In order to prevent inspection from bottlenecking the construction process, the inspection method must be rapid, repeatable and meet applicable code requirements. By using fully automatic zone discrimination systems deployed on and offshore, Phased Array ultrasound is increasingly used to meet this need.
Introduction
The most common volumetric inspection methods for newly constructed pipeline are radiography and ultrasonic testing. In many cases the ultrasonic method is preferred due to its inherent lack of hazards for those working around the inspection site, the immediate availability of test results, and the ability to precisely size defects especially in the through wall plane. Pipeline weld joints often have very narrow bevel angles making traditional pulse echo inspection difficult as lack of fusion on the bevel face would reflect the sound at an angle such that it is never received back to the probe for detection.
Typical Advantages of Ultrasound/Phased Array vs. Radiography:
- High probability of detection (POD) especially for cracks and lack of fusion
- Accurate sizing of defects height and less repair using Engineers Critical Assessment
- No radiation, hazard, or additional licensing
- No screened off areas, work can go on around AUT
- No chemical or waste material
- Real-time analysis for instant evaluation and feedback to welder
- Setup and inspection reports in electronic format
Solution
The PipeWIZARD inspection system is a phased array based fully automatic inspection system for pipeline girth welds. It usually consists of phased array and Time of Flight Diffraction (Tofd) probes to provide rapid full volumetric inspection of these welds. The main components include an acquisition unit and motor controller, a computer, and the scanner. The instrumentation is sealed and ruggedized to withstand the often harsh conditions of the areas where pipelines are installed.
 |  |
PipeWIZARD acquisition unit and motor controller box with computer and Scanner on band
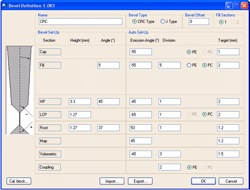
The zone discrimination technique entails splitting the welded joint into small zones (typically 1-3mm) and using a pitch and catch technique focusing a single ultrasonic beam into each one of these zones. By using separate groups of phased array elements the historical need for cumbersome multi-probe systems consisting of many conventional transducers is eliminated and the bevel can be inspected at the proper angle of incidence. Tofd and phased array sector scans in addition to transverse probes can be added as needed for the inspection. After the joint design is input into the software, the PipeWIZARD software calculates each beams position emission and reception and other properties which then can be adjusted on a suitable calibration block accordingly. The main data output is a strip chart, one strip for each beam or zone. Color coding and other tools allow for quick assessment of detected anomalies to acceptance criteria levels. The scan speed can reach up to 100 mm /second, depending on pipe details and inspection parameters. Along with length of defect the height is accurately calculated for fracture mechanics or engineers’ critical assessment criteria which can often reduce defect rate versus workmanship criteria found when used with other techniques.
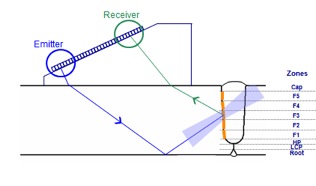
Illustration of Zone Discrimination Technique showing one beam
 | 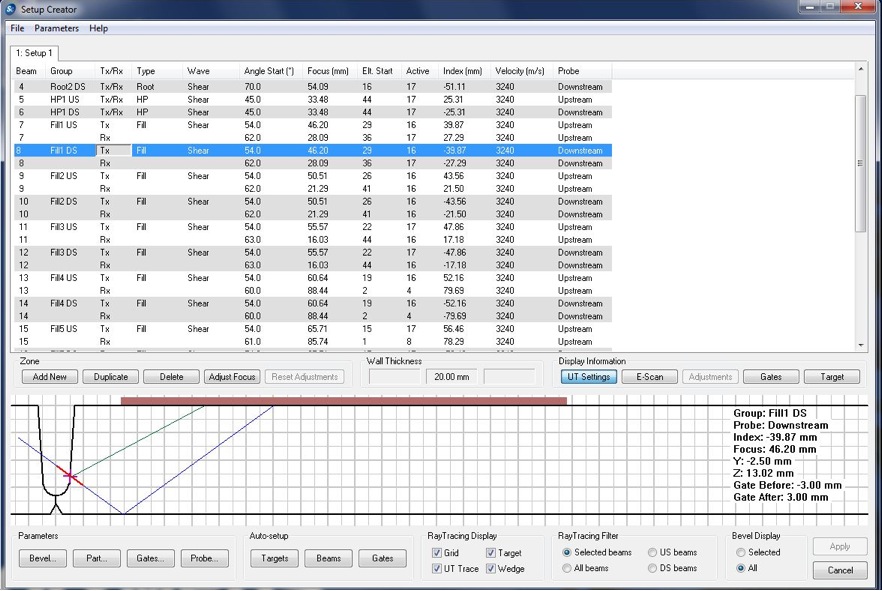 |
After inputting joint parameters the software predicts all beam paths
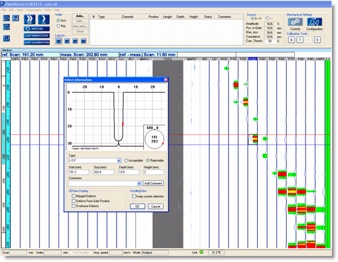
Strip charts, color coding and other analysis tools allow quick assesment and reporting
PipeWIZARD Key Points
- Highly reliable, compact and modular
- User-friendly advanced software with intuitive interface (fast setup creation, rapid and accurate analysis, and easy training)
- Sectorial and E-Scan views are available in addition to standard strip-charts and TOFD
- High accuracy in defect height sizing: between 0.5mm (20 mil) and 1.0mm (40 mil)
- Advanced capabilities for special configurations (special pipe material, very thick pipe, pipe with wall-thickness variation)
- Short AUT inspection cycle time for high production rates
- PipeWIZARD phased-array system has been qualified for major pipeline projects around the world and is pre-qualified by many companies
- PipeWIZARD is suitable for onshore and offshore inspections and code compliant
- PipeWIZARD can be used in the vicinity of other processes and personnel and has no radiation safety or chemical hazards
Conclusion
The PipeWIZARD zone discrimination systems allows for a rapid and accurate volumetric inspection of pipeline girth welds both onshore and offshore. The phased array approach eliminates the need for cumbersom mechanics found in old multi-probe conventional systems and also offers distinct advantages over radiography inspection including safety, ability to work in vicinity of other personnel, and accurate through wall height sizing.
