
Ispezione di saldature e di cricche da tensocorrosione con Eddy current
Per decenni il controllo con liquidi penetranti è stato un metodo comunemente usato per ispezionare la superficie di recipienti in pressione in acciaio inossidabile. Oggi la tecnologia Eddy current array (ECA) rende queste ispezioni più veloci e affidabili. Tuttavia l'ispezione delle superfici di recipienti in pressione in acciaio inossidabile implica numerose problematiche da gestire come le forme geometriche della corona della saldatura, la presenza e lo spessore della vernice, oltre alla presenza di creste e corone. Il sistema di ispezione ECA MagnaFORM™ Olympus risolve queste problematiche.
Tecnologia di compensazione lift-offPer aumentare la velocità e l'affidabilità dell'ispezione, Olympus ha sviluppato una sonda ECA ortogonale basata sulla tecnologia relativa ai circuiti stampati (PCB) flessibili che si conforma alla forma della saldatura per assicurare il rilevamento dei difetti. Con l'integrazione della compensazione di lift-off dinamica e del rilevatore di difetti OmniScan® MX ECA, questa soluzione facilita il rilevamento di cricche superficiali e rappresenta un'efficace alternativa ai controlli con liquidi penetranti. |  La sonda MagnaFORM |
Resistente su superfici irregolariL'ispezione di superfici irregolari può ridurre velocemente la durata di vita di alcune sonde, tuttavia la sonda MagnaFORM™ ha una superficie protettiva per prolungarne la durata. Nei controlli la sonda può essere usata su approssimativamente 22 km (13,7 mi) di superfici irregolari prima di dovere essere sostituita. |
 La sonda MagnaFORM |
Soluzione pronta all'usoLa soluzione MagnaFORM™ include una sonda flessibile con compensazione del lift-off, un cavo di 5 metri (16 piedi), un carrello dedicato agli scanner Olympus e un software per la compensazione del lift-off per il rilevamento di difetti mediante l'OmniScan. |  Il pacchetto della sonda MagnaFORM con il rilevatore di difetti OmniScan MX ECA |
Rilevamento di difetti di ridotte dimensioni
Rilevamento di difetti con una lunghezza minima di 1,6 mm (0,06 in.) con un lift-off massimo di 3 mm (0,12 in.).
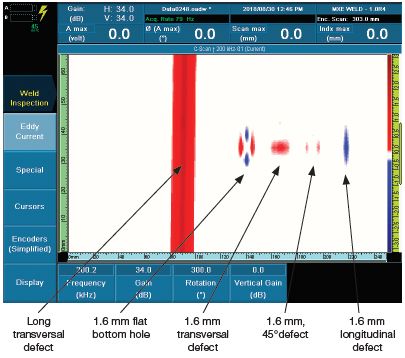
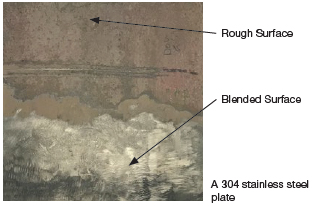
C-scan di una lamina in acciaio inossidabile 304
Senza rimozione di vernice
La capacità del sistema di rilevare i difetti è costante se il lift-off varia tra 0 m a 3 mm. Questo permette al sistema di fornire dei risultati affidabili se la vernice sul contenitore ha uno spessore irregolare o se la sonda non può mantenere un contatto ottimale con la componente.
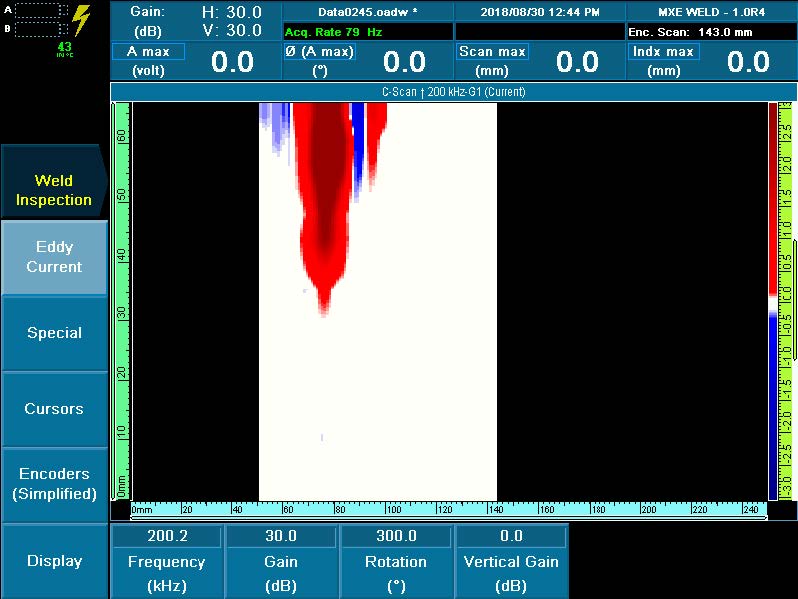 C-scan di acciaio inossidabile 304 con un lift-off di 0 mm | 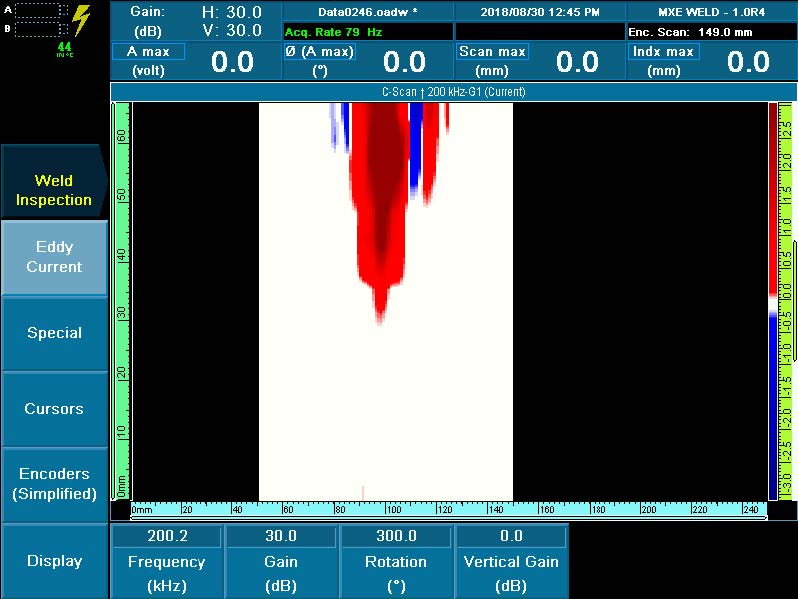 C-scan di acciaio inossidabile 304 con un lift-off di 3 mm |
Alto rapporto segnale -rumore (SNR - Signal-to-Noise Ratio)
L'alto rapporto segnale-rumore del sistema massimizza la probabilità di rilevamento.
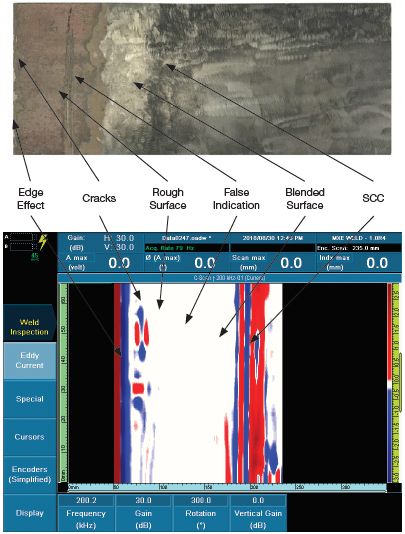
C-scan di una lamina in acciaio inossidabile con SCC
Una configurazione per ispezionare l'acciaio inossidabile 304 e 316Per ispezionare l'acciaio inossidabile 304 e 316 è sufficiente una singola configurazione precaricata. Questa configurazione può essere usata per superfici regolari, superfici irregolari, corone di saldature o superfici lavorate a freddo senza equilibrature o regolazioni. |
 |
