Ispezione della saldatura a frizione
Panoramica
Ispezione della saldatura a frizione
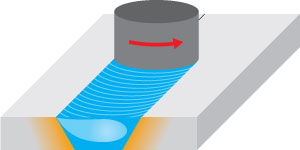
La saldatura a frizione (FSW) è un processo usato soprattutto su componenti in alluminio per le applicazioni di qualità superiore, in modo particolare nell'industria aerospaziale e della difesa. Invece di usare un materiale aggiuntivo come nei metodi di saldatura convenzionali, viene usato uno strumento per scaldare e combinare le due componenti metalliche nella zona di fusione.
L'FSW ha diversi vantaggi rispetto ai metodi di saldatura convenzionali, permettendo inoltre di evitare dei tipi di difetti creati dalle operazioni di raffreddamento con liquidi. Poiché si verificano dei difetti addizionali a causa di temperature insufficienti o di condizioni di saldatura questi difetti devono essere identificati e dimensionati in modo preciso.
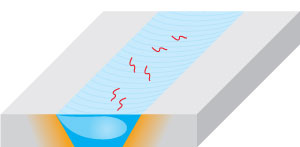
Difetti naturaliLe saldature a frizione possono presentare diversi difetti come: difetti da interruzione dell'adesione del materiale su ogni lato della saldatura (denominato anche "kissing bond"), difetti longitudinali "a tunnel" e difetti da mancanza di penetrazione. Inoltre a causa del processo di saldatura a frizione i difetti possono essere orientati in modo casuale nella saldatura. |
Vista schematica del processo produttivo FSW. |
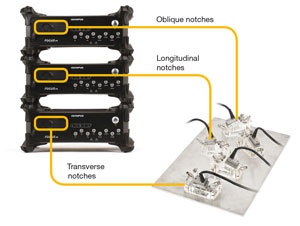
Difetti per la taraturaGli intagli longitudinali, trasversali e obliqui situati sui diametri interni ed esterni sono usati come riferimenti durante la procedura di taratura. I fori laterali (side-drilled hole) sono inoltre usati per creare la curva del guadagno corretto in funzione del tempo (TCG) la quale tiene in conto l'attenuazione del segnale nel materiale. |
Difetti orientati in maniera casuale generati durante il processo produttivo. |
Tecnica di ispezione
Difetti longitudinali e obliqui Le sonde a 64 elementi, combinate con gli zoccoli ad immersione dritti, e posizionate perpendicolarmente alla linea di saldatura, assicurano un rilevamento ottimale dei difetti longitudinali e obliqui nell'intera area saldata. È possibile aggiungere delle sonde angolari per migliorare la ricerca e il dimensionamento dei difetti obliqui. | Difetti trasversali Le sonde a 64 elementi, combinate con gli zoccoli laterali accoppiati ad acqua, e posizionate parallelamente alla linea di saldatura facilita la ricerca dei difetti trasversali. Queste sonde assicurano la copertura completa dell'area saldata. |
Sonde e zoccoli dritti ad ultrasuoni phased array per la ricerca di difetti longitudinali e obliqui. |
Sonde e zoccoli dritti ad ultrasuoni phased array a orientazione laterale per la ricerca di difetti longitudinali e obliqui. |


Soluzione
Soluzione ad elevata performance
Strumento potente e resistenteLe caratteristiche eccezionali del FOCUS PX permettono l'ispezione di saldature a frizione (FSW) con una velocità senza precedenti, mantenendo un'invariata qualità del segnale. L'elevata capacità di trattamento dati permette di acquisire A-scan non compressi senza compromettere la velocità di ispezione. Attraverso la sua resistenza e l'assenza di ventilatore il FOCUS PX può essere usato in ambienti produttivi difficili. È progettato per essere conforme al grado di protezione IP65, inoltre il chassis è dotato di diverse alette per una dissipazione ottimale del calore.
|
| |||
Architettura modulabileL'architettura modulabile del FOCUS PX permette l'uso in parallelo di un massimo di 4 unità. Questo permette di controllare le configurazioni avanzate a sonde multiple attraverso una sola postazione di ispezione, coprendo completamente la saldatura in una sola ispezione. Quando si impiegano diversi strumenti tutti i segnali I/O vengono ricevuti da uno strumento semplificando gli aspetti di integrazione. Gli altri strumenti sono sincronizzati mediante un semplice cavo.
|
| |||
Software ad elevata performanceIl software FocusPC contiene delle funzioni avanzate che possono essere usate per l'ottimizzazione del processo di ispezione FSW. Le schermate personalizzabili permettono d'identificare e dimensionare i difetti in maniera efficace. Inoltre attraverso le potenti funzioni di trattamento dei dati è possibile manipolare facilmente i dati durante il processo di analisi. |
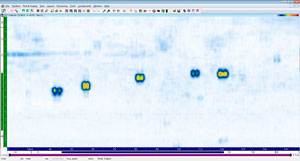
C-scan dei dati FSW in FocusPC. |