Ispezione di componenti fucinate
Overview
Ispezione di componenti fucinate
La fucinatura è un processo usato per fabbricare componenti in metallo che richiedono un'elevata resistenza come gli alberi di turbogeneratori e i grandi dischi. Durante questo processo il metallo viene in genere riscaldato e sagomato mediante delle forze comprimenti. La fucinatura ha il vantaggio di produrre dei pezzi più resistenti rispetto alla fusione e alla lavorazione meccanica.
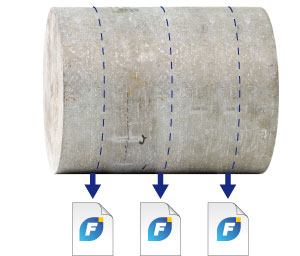
Il processo di fucinatura è associato alla formazione naturale di difetti volumetrici come le inclusioni e le porosità. Questi difetti possono essere localizzati ovunque nella componente da ispezionare. Essi devono essere identificati con precisione per essere in seguito caratterizzati per assicurare un elevato standard qualitativo della componente.
Difetti naturaliLe inclusioni e i vuoti possono essere localizzati ovunque nel metallo, dalla zona sotto-superficiale alla parte centrale. Questi difetti devono essere localizzati correttamente e dimensionati indipendentemente dalla loro posizione all'interno della componente da ispezionare. |  |
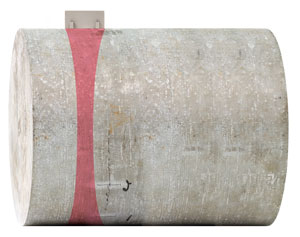 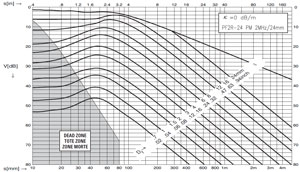 |
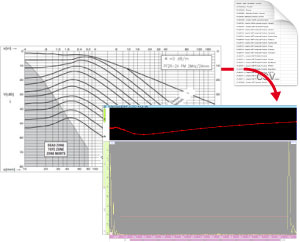
Illustrazione della propagazione del fascio con il corrispondente diagramma della curva DGS. Riferimento della taraturaI sistemi di ispezioni di componenti fucinate sono in genere tarati mediante l'eco di fondo. Viene generata una curva DGS in base alla dimensione attesa del riflettore equivalente. (ERS). È possibile convertire questa curva DGS in una curva TCG per semplificare l'identificazione della discontinuità e migliorare la performance dell'operatore. |
Tecnica di ispezione
Ispezione volumetrica L'ispezione volumetrica è effettuata mediante una sonda phased array in grado di generare delle onde longitudinali a diversi angoli. Vengono integrate delle sonde ad ultrasuoni convenzionali per generare delle onde trasversali ad elevata angolazione. | Ispezione sotto-superficiale L'ispezione sotto-superficiale viene eseguita mediante una sonda trasmissione-ricezione a UT convenzionali riducendo la zona morta in prossimità della superficie. |
 |  |
Soluzione
Soluzione ad elevata performance
Strumento PA e UT di qualitàIl FOCUS PX adotta la più recente tecnologia phased array Olympus per generare un rapporto segnale-rumore (SNR) senza precedenti. Sono disponibili quattro canali a UT convenzionali addizionali per una flessibilità supplementare per le configurazioni di ispezione di componenti fucinate.
|  | ||
Sonda e zoccolo phased array specifici per un'applicazioneLa sonda phased array Olympus destinata all'ispezione delle componenti fucinate offre un migliore SNR in confronto ai prodotti dei competitor. La sonda permette inoltre un'applicazione ad angoli multipli. È disponibile uno zoccolo personalizzato a contatto diretto per l'ottimizzazione dell'accoppiamento.
|
Sonda phased array da 2 MHz progettata per un SNR ottimizzata. |

Software potente
Il software FocusPC è dotato di funzioni avanzate concepite per ottimizzare le applicazioni di ispezione delle componenti fucinate avvalendosi integralmente delle caratteristiche eccezionali del FOCUS PX.
Ispezione in continuo Durante la procedura di ispezione vengono continuamente generati dei file di dati in modo da evitare l'interruzione dell'ispezione di componenti di grandi dimensioni. | Ispezione TCG personalizzata Attraverso l'importazione delle curve TCG basate sulla tecnica DGS è possibile facilitare l'identificazione dei difetti e migliorare la performance dell'operatore. |
Funzione d'ispezione continua del FocusPC |
Funzione di importazione della TCG con il FocusPC |