
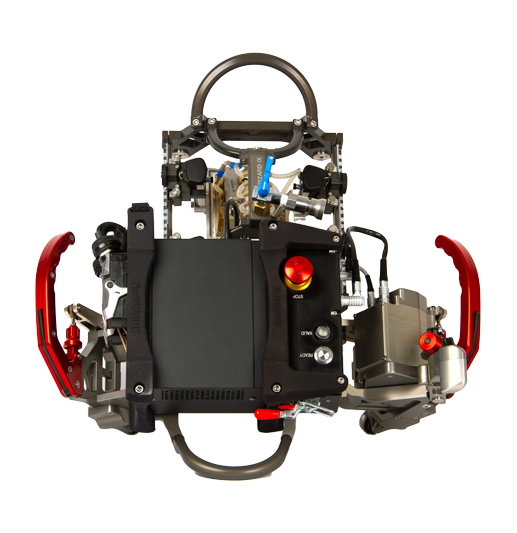
Il sistema di ispezione di saldature circonferenziali PipeWIZARD iX è costruito per operare in condizioni difficili ed estreme, dalle regioni subartiche molto fredde ai deserti molto caldi. Rilevando i difetti come fusione incompleta, penetrazione incompleta, porosità, penetrazione eccessiva, incisione marginale, disallineamento, cricca, giunto freddo, inclusione e altri, il sistema PipeWIZARD iX si adatta a tutte le configurazioni di saldatura circonferenziale:
Tutti i tipi di profili delle saldaturecome smusso a J, smusso a V, doppia V, X, ecc.
Spessori della parete delle tubazioni in genere comprese tra 6 mm (0,25 in.) a più di 35 mm (1,4 in.); sono disponibili delle tubazioni di spessore maggiore.
Diametri di tubazioni da 168 mm (6,625 in.) a 1524 mm (60 in.).
I materiali delle tubazioni spaziano dai comuni acciai al carbonio a soluzioni più complesse come Inconel e tubazioni rivestite.
Per l'ispezione di saldature circonferenziali di tubazioni, i controlli a ultrasuoni automatizzati (AUT - automated ultrasonic testing) rappresentano l'alternativa preferenziale al classico metodo radiografico.
Alcuni certi vantaggi dei controlli a ultrasuoni automatizzati rispetto alla radiografia:
Tecnologie degli ultrasuoni avanzati phased array e degli ultrasuoni convenzionali del sistema PipeWIZARD iX:
È possibile validare in modo affidabile la conformità alle norme internazionali delle saldature circonferenziali applicate al settore delle tubazioni offshore e onshore. Il sistema PipeWIZARD iX permette di eseguire dei controlli ad ultrasuoni automatizzati in conformità alle seguenti norme:
Se un'azienda richiede espressamente una conformità a determinate specifiche, è possibile incrementare la precisione della misura dei difetti e raggiungere un livello di risoluzione che supera i requisiti normativi.

Copyright EVIDENT, All rights reserved.
Terms Of Use | Privacy Notice | Cookies | | About Us | Careers | Careers | Mappa del sito
Copyright EVIDENT, All rights reserved.
Terms Of Use | Privacy Notice | Cookies | | About Us | Imprint | Careers | Careers | Mappa del sito