
Applicazione
Valutazione dell'integrità delle giunzioni con saldatura per punti nel metallo.
Contesto
La saldatura per punti è una tecnica comune per unire due componenti metalliche, in genere delle lamine sottili o delle piastre, mediante una serie di piccoli e circolari punti di saldatura. Questa tecnica viene ampiamente adottata nell'industria automobilistica per l'assemblaggio della struttura e per alcune giunzioni del telaio, inoltre viene utilizzata da altri fabbricanti di lamine metalliche. Le saldature per punti vengono realizzate mettendo in contatto gli elettrodi con entrambi i lati delle componenti da unire, facendo passare corrente ad alto voltaggio attraverso gli elettrodi. Questo crea un accumulo momentaneo di metallo fuso che solidificandosi crea una giunzione circolare nota anche come nocciolo.
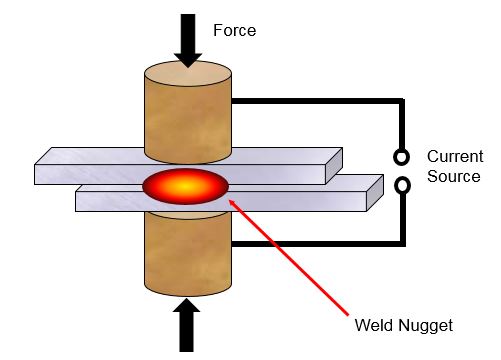
Se la saldatura non risulta ottimale, è possibile che le due componenti non si siano fuse completamente oppure che l'area del nocciolo sia inferiore rispetto a quella necessaria per una saldatura ottimale. Questi problemi sono difficilmente visibili attraverso dispositivi ottici e i controlli distruttivi risultano inefficienti e limitati solamente a alcuni campioni. Tuttavia, mediante l'uso di un'apparecchiatura adeguata e l'applicazione della tecnica corretta, l'ispezione della saldatura per punti può fornire, in modo veloce e non distruttivo, delle importanti informazioni sulla qualità delle saldature.
Apparecchiatura
Lo strumento consigliato per l'ispezione delle saldature per punti è un rilevatore di difetti come l' EPOCH 650 o l'EPOCH 1000. L'ispezione delle saldature per punti richiedono l'accoppiamento delle onde sonore nella saldatura a forma emisferica, in genere di misura compresa tra 3 e 6 mm (da 0,125 in. a 0,250 in.) di diametro, generando degli echi di fondo multipli a elevata frequenza. A questo scopo Olympus offre un'ampia gamma di trasduttori a linea d ritardo e a colonna d'acqua definita nell'intervallo di frequenza compreso tra 10 e 20 MHz. I trasduttori a linea di ritardo adottano una guida d'onda in plastica di ridotte dimensioni per accoppiare l'energia sonora dall'elemento del trasduttore alla componente da ispezionare. I trasduttori a colonna d'acqua definita integrano una membrana di gomma flessibile che contiene una colonna d'acqua in modo da adattarsi alla forma della saldatura per punti così da ottimizzarne l'accoppiamento. Nel caso dei trasduttori a linea di ritardo, il diametro della linea di ritardo corrisponde in genere al diametro del nocciolo nominale con una tolleranza di alcuni decimi di millimetro. Nel caso dei trasduttori a colonna d'acqua definita il diametro degli elementi in genere corrisponde al diametro del nocciolo nominale. Contattare Olympus per maggiori informazioni sulla scelta dei trasduttori. | 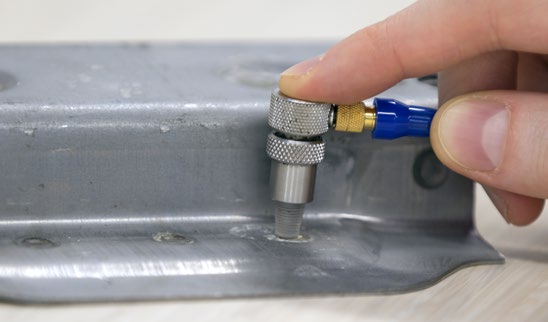 |
Teoria del sistema
In una saldatura ottimale la distanza tra gli echi sarà proporzionale allo spessore della saldatura e la velocità di decadimento, cioè la velocità alla quale gli echi successivi diminuiscono in ampiezza, sarà correlata all'attenuazione nel nocciolo. L'eco corrisponderà a un diagramma caratteristico associato a ogni condizione della saldatura: ottimale, saldatura assente, saldatura sottodimensionata e saldatura difettosa (pori, cricche, ecc.). Si raccomanda di utilizzare l'opzione software di archiviazione dei modelli in grado di archiviare e richiamare la descrizione dei diversi diagrammi di eco per ogni condizione della saldatura. Ogni diagramma di eco può essere facilmente sovrapposto a un A-scan in tempo reale con giusto la pressione di un pulsante per facilitare il confronto e ottimizzare l'ispezione. Possono essere archiviati dei modelli multipli; l'indicazione -A- mostra la selezione attiva del modello. | 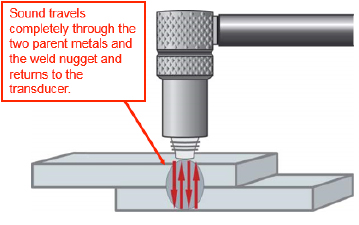 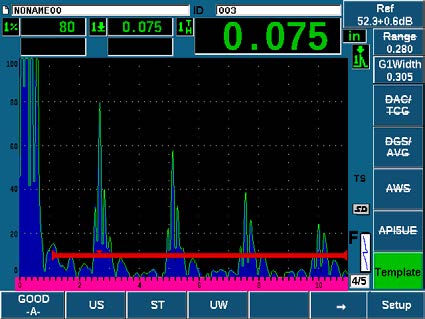 |
Se non avviene la fusione tra le due componenti di metallo (una condizione di "saldatura assente" o "saldatura insufficiente"), gli echi successivi saranno a una distanza minore e con una maggiore ampiezza. | 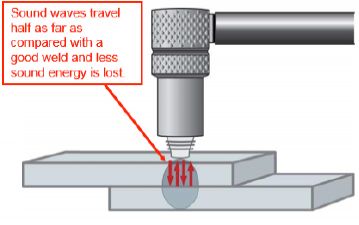 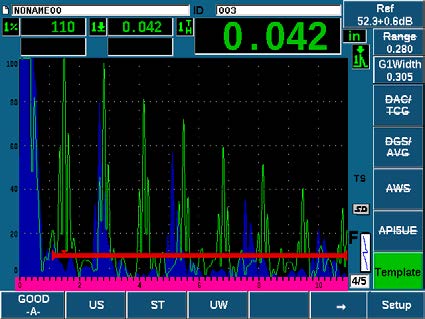 |
Nel caso di una saldatura sottodimensionata, solo una porzione del fascio sonoro sarà riflesso dallo spessore complessivo delle due lamine in metallo, mentre una porzione sarà riflessa da un solo spessore. Questo crea un diagramma nel quale dei picchi di ridotte dimensioni, rappresentanti i singoli spessori delle lamine, appaiono tra i picchi più ampi e maggiormente distanti, rappresentanti lo spessore complessivo della saldatura. | 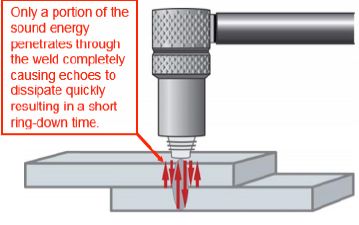 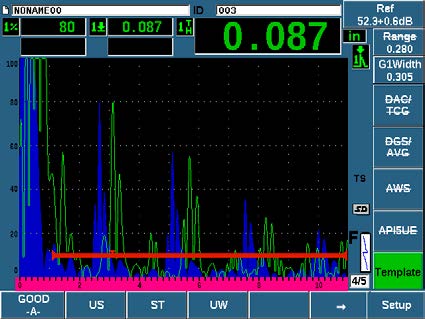 |
Infine, nella condizione di saldatura difettosa, dove le lamine in metallo sono fuse ma per la temperatura insufficiente il nocciolo della saldatura non si è formato completamente, la velocità di decadimento dell'eco cambierà. Questo visualizzerà dei picchi più ampi sulla schermata con un tempo maggiore di riverbero. Questo succede in quanto è assente l'effetto di diffusione dei grani di un nocciolo completamente formato e la zona di saldatura risulta maggiormente trasmissiva rispetto al caso n cui la saldatura è completamente formata. | 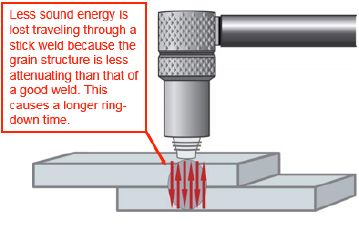 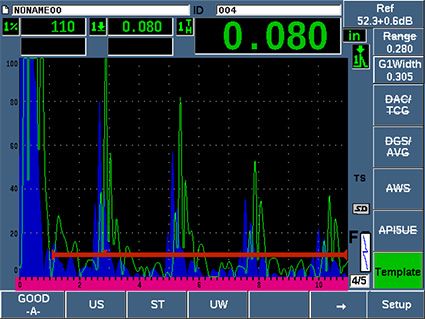 |



