このアプリケーションノートでは、金属製のパイプ、タンク、ビーム、船体など構造物の残存肉厚を、塗装やコーティング越しに正確に測定する方法について説明します。
塗装やコーティング越しの金属厚さ測定の課題
工業や石油化学産業の保守点検時には、1層以上の塗装や非金属コーティング越しに、腐食に晒されている金属の残存肉厚を測定する場合が多くあります。従来型超音波厚さ計を使用する際、塗装やそれに類したコーティングの存在が測定誤差の原因となります。塗装部の音速は非常に低速であるため、一般的に金属の厚さが塗装の厚さの倍以上の大きい値になってしまいます。この問題の解決策は、エコーtoエコー測定とTHRU-COAT™(スルーコート)測定の2つです。 |
|

エコーtoエコーおよびTHRU-COAT測定に使用する機器
エコーtoエコーおよびTHRU-COAT機能は、当社の2種類の腐食検査用厚さ計、39DL PLUS™および45MG厚さ計に搭載されています。エコーtoエコー測定は、通常、二振動子型探触子D790、D791、D797、またはD798のいずれかを使用して実施します。THRU-COAT測定には、2種類の特殊な二振動子型探触子D7906-SMまたはD7908のいずれかを使用します。
二振動子型探触子は、粗い表面や孔食状態に対する反応が優れているため、腐食検査用途において長期にわたって業界標準であり続けています。一般的にあらゆる腐食検査用途に推奨されます。高い測定精度が求められる、滑らかに塗装された金属などの測定には、一振動子型遅延材付き探触子が推奨されます。
塗装越しの金属厚さ測定法
鉄鋼内の縦波の音速は、一般的に約5,900 m/s(0.2320 in/µs)であるのに対して、塗装やコーティングの音速は、一般的に2,500 m/s(0.1000 in/µs)を下回ります。塗装された金属の全厚さを従来型超音波厚さ計で測定すると、鉄鋼の音速で塗装層を測定することになります。これは、塗装が少なくとも実際の2.35倍の厚さ(2つの音速の比率)で測定されることを意味します。コーティングが厚い場合や許容度が厳しい場合は、塗装層による誤差が全測定のかなりの部分を占める可能性があります。この問題を解決するためには、塗装部分を測定から除く方法で厚さを測定または計算します。
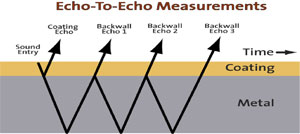
エコーtoエコー厚さ測定では、試験体を通る音波の連続往復を表す、2つの連続底面エコー間の時間間隔を測定するという確立した技法が取り入れられています。 塗装された金属の場合、このような複数の底面エコーが発生するのは金属内のみであり、コーティング部では発生しないため、1組の底面エコー間の時間間隔(底面エコー1から2、底面エコー2から3、など)は、コーティング厚さを除く金属厚さのみを表します。
THRU-COAT測定では、コーティング内の1往復が表す時間間隔を識別するために、特許取得済みのソフトウェアを使用する方法が取り入れられています。この時間間隔は、コーティング厚さの計算と表示に使用されます。この時間間隔を全測定から減算すると、金属基盤の厚さを計算および表示することもできます。
エコーtoエコーおよびTHRU-COAT測定法の比較
これらの測定法にはそれぞれ以下に示す長所と制限事項があり、最適な測定法を選択する際に考慮する必要があります。
エコーtoエコー測定の長所:
- 一般的な各種探触子に対応
- 粗い表面のコーティングにも対応
- 適切な探触子を使用して最大約500℃(930℉)の環境で実施可能
エコーtoエコー測定の制限事項:
- 著しく腐食した金属にはない、複数の底面エコーが必要
- THRU-COAT測定と比較して厚さ測定範囲が限定される
THRU-COAT測定の長所:
- 幅広い金属厚さに対応。鉄鋼の場合、通常は1 mm(0.040インチ)から50 mm(2インチ)超まで
- 必要な底面エコーは1つのみ
- 孔食状態における金属の最少残存肉厚をより正確に測定可能
THRU-COAT測定の制限事項:
- コーティングは非金属かつ0.125 mm(0.005インチ)以上の厚さが必要
- コーティング表面が比較的滑らかであること
- 2種類の特殊な探触子のいずれかを使用する必要がある
- 最大表面温度は約50℃(125°F)
エコーtoエコーおよびTHRU-COAT測定の手順
厚さ計39DL PLUSおよび45MGと適切な探触子によるエコーtoエコー測定とTHRU-COAT測定の有効化と実行の手順は、それぞれの厚さ計の操作マニュアルに記載されています。これらの情報のほか、音速校正、ゲインやブランキング最適化の推奨手順の詳細については、必要に応じて厚さ計のマニュアルを参照してください。
THRU-COATモードの測定範囲
D7906-SMまたはD7908探触子を使用したTHRU-COAT機能では、厚さが0.12 mm(0.005インチ)以上の塗装またはエポキシ樹脂などの非金属コーティングに限り測定できます。コーティングされた鉄鋼を測定し、コーティングの値が表示されない場合は、コーティングの厚さがTHRU-COAT機能の最少厚さ測定可能値を下回っているか、THRU-COAT機能では測定できない状態です。そのような場合でも、コーティングの厚さが測定値から減算され、鉄鋼の厚さが表示されるケースがほとんどです。エコーtoエコー機能を使用して測定することもできますが、コーティングの除去が必要になる場合もあります。
THRU-COATモードで測定可能な金属厚さは、金属の音響特質と内部表面条件に応じて、一般的に約1 mm(0.040インチ)から50 mm(2インチ)超です。
エコーtoエコーモードの測定範囲
エコーtoエコーモードでは、厚さの測定範囲は使用する探触子と厚さ計の種類によって異なるほか、測定対象金属の音響特性および表面状態によっても異なります。エコーtoエコー測定では2つ以上の底面エコーが必要であるため、材料の腐食、表面粗さ、音響散乱、または減衰が極端にひどく、2つ以上の底面エコーが得られない状況では測定できません。このような場合は、可能であればTHRU-COAT測定を使用します。
39DL PLUSおよび45MG厚さ計を使用する場合、一般的なエコーtoエコー測定の厚さ範囲は以下のとおりです。
| 探触子タイプ | 厚さ測定範囲* |
| D798 | 1.5 mm~7.50 mm(0.06インチ~0.3インチ) |
| D790/D791 | 2 mm~50 mm(0.1インチ~2インチ) |
| D797 | 12.5 mm~125 mm(0.5インチ~5インチ) |
| M201 | 1.25 mm~12.5 mm(0.05インチ~0.5インチ) |
*厚さ測定範囲は、金属、表面条件、および温度によって異なります。

