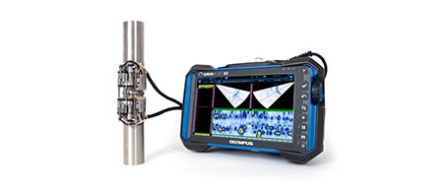
製造時の熱交換コイルの検査に使用されたCOBRAスキャナーとOmniScan MX2探傷器
はじめに
熱交換器の溶接部の検査は、検査する溶接箇所が多く、また溶接部が近接しているため困難です。 溶接部に確実にアクセスし高い生産性を実現するためには、このタイプの検査に最適化されたツールを使用することが重要です。 オリンパスのCOBRA スキャナー は、外径0.84インチ(21.3mm)から4.5インチ(114.3mm)のボイラー管の検査に使用できます。 隙間が狭い場所でも2個までのフェーズドアレイ・プローブを装着できます。 このアプリケーションノートでは、放射線透過試験の代わりに、OmniScan®探傷器とCOBRAソリューションを併用して、超音波フェーズドアレイ検査の実現に成功したお客様の事例を紹介しています。
放射線透過試験よりも超音波フェーズドアレイ検査が選ばれた理由
ドイツのDreifeld Materialprüftechnik GmbHは、製造プラントにおいて熱交換コイルの検査を行う検査会社です。 複数のパイプと継手で構成されるこの装置は、発電産業において気体から液体への熱伝達に使用されています。
製造業者により提案された当初のNDT手法は放射線透過試験(RT)でしたが、Dreifeldは、超音波検査(UT)がより有益な手法であるという判断を下しました。
この判断に至ったのには複数の理由があります。 まず、RT検査では2倍の数の検査者が必要で、またセーフティーゾーンの確保が非常に困難であると考えられることから、他の従業員がいない夜間に検査を行う必要があります。 RTを使用してのプロジェクトの完了にはUTより5倍時間がかかり、また夜間シフトの検査員報酬がより高くなることから、人件費の面でコストがかさむことが予想されました。 このコストは、フィルムなどの消耗品や写真薬剤、鉛箔の廃棄物処理を含めたRTに関連するあらゆる追加コストに加えて追加でかかる負担になります。 RTよりもUTが選ばれるもう一つの重要な点は、検出の確率に関連しています。 たとえば、測定が必要な重大な欠陥である側壁融合不良は、放射線透過試験では十分に検出されません。
COBRA®スキャナーとフェイズドアレイ(PA)技術を使用したソリューション
熱交換チューブの外径は76 mm (3インチ)、壁厚さは4.5 mmでした.) カスタムブロックは、ウェッジ内の遅延、角度感度、時間補正ゲイン(TCG)を校正するよう設計・製造されたものです。 溶接部は30°のV開先があり、パイプとエルボーのセクション間に配置されていました。 COBRAスキャナーは溶接部のエルボー側では使用できないため、片側構成でセットアップしなければなりませんでした。 このことは、COBRAスキャナーの片側を取り外し、エンコーダー側のみ使用することで容易に実現できます。 ウェッジ用のカプラントを供給するため、手動式送水ポンプが使用されました。 | 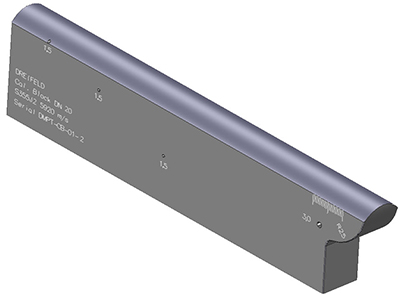 図2:カスタム校正ブロック |
 図3:片側検査用に設定されたCOBRAスキャナー | DreifeldはOmniScan® MX2 16:128超音波フェーズドアレイ検査(PAUT)探傷器を使用し、探傷器では2つのグループが作成されました。 1つ目のグループは、横波セクタースキャンのセットアップであり、角度分解能0.5°で50°~72°のスイープを行います。 2つ目のグループは、縦波垂直のフォーカルロウで、カプラントのチェックに使用されます。 スキャン分解能は1 mmに設定され、16素子開口部でビームが生成されました。 8日間で合計1604箇所の溶接部が検査され、1日の最大検査数は320箇所となっています。 すべての検査は、検査者1人と機器1セットのみで行われました。 一般的なシフトでは、1日8時間のスキャン、2時間のデータ解析で構成されます。 |
自動データ処理で分析を高速化
データファイルは、VeriPhase® 製の自動解析用Automatic Detection Technology™ (ADT)ソフトウェアで処理されました。 ADTソフトウェアの主な利点は、複数のファイル(この場合は100~300)をいっぺんに読み込むことがで、ソフトウェアによりExcel®のレポートが作成され、すべての疑わしい欠陥指示のプレビューが示されます。 このADTレポートではあらゆる取得データの品質(接触媒質の不足によるデータの抜けなども含む)の問題も示されるため、 規格準拠の確認に役立ちます。 指標の表はこの後、ソフトウェアによりOmniScanのデータファイルに直接投入され、最終的にOmniPC™データ解析ソフトウェアで処理されます。 関連するすべての欠陥位置およびサイズ情報が盛り込まれます。 指示をクリックすることで、溶接部の指示を容易にレビューすることができます。 必要な表示の変更は自動的に行われ、リファレンスカーソルや計測カーソルも、欠陥ごとに、該当する高さおよび長さの位置に配置されます。 指標は最終レポート用に容易に更新または削除できます。
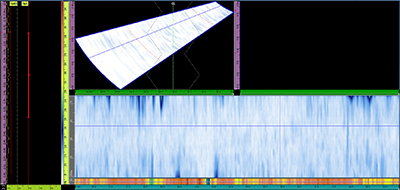 図4:カプラント(接触媒質)チェックグループが下部に表示された、欠陥のない溶接部のマルチグループA-C-Sビュー | 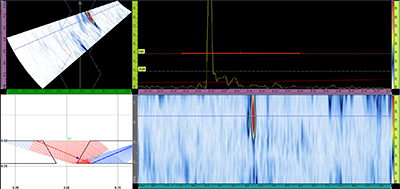 図5:2つ目の脚部で側壁つ目の脚部で側壁が検出された溶接部のA-C-R-Sレビュー(プローブ側壁) |
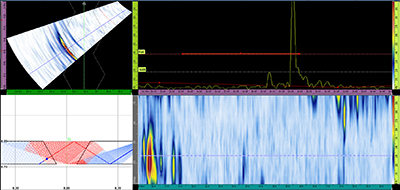 図6:3つ目の脚部で側壁溶融の欠如が検出された溶接部のA-C-R-Sレビュー(反対側の壁) |
溶接キャップが十分に均一で超音波が過剰に回折せずに反射するような場合には、反対側の溶融壁の欠陥を検出することが可能です。 この用途ではこの状況に該当しました。 キャップの高さによって追加の移動距離が生じることにより、欠陥が溶接部斜角のすぐ上ではなく、斜角から少し離れた位置に現れますが、非常に良好に検出されたことが確認されました。 |
結論
COBRA®スキャナー、OmniScan® MX2探傷器、およびVeriPhase®製ADTソフトウェアで構成されるオリンパスのPAUTソリューションを使用して、8日間で熱交換チューブ溶接部1604箇所全体の検査および解析が行われました。 機器の操作と解析には検査者1人しか必要としませんでした。 放射線透過試験の代わりにフェーズドアレイソリューションを使用することで、側壁の融合不良など欠陥指示の見逃しを防ぐことができ、また安全性に関連する厄介な問題が回避されています。 プロジェクトはRTを使用するより5倍早く、何分の1かのコストで実現したと評価されています。