
高品質な製造プロセスと環境安全をサポートするために、世界中の政府関係機関と民間企業がASTM国際規格を採用しています。しかしながら、規格による実践手順には退屈で時間のかかる反復的な検査および測定業務が含まれています。この課題に取り組むために、我々のカスタマーソリューショングループ(CSG)では、顧客が効率的に製造プロセスに関するASTM規格を遵守できるよう、OLYMPUS Streamソフトウェアにカスタマイズされたワークフローを設定しました。ここで2つの例を紹介します。
1. ASTM E1268
ASTM E1268は、超小型構造のバンディングもしくは配向の程度を評価するための、国際規格です。バンディングと配向は、微小硬度など、物質の機械的特性に悪影響を及ぼし、結果として炭素鋼や合金鋼の強度に影響を与えることがあります。このため、同規格を用いた検査は、製造プロセスにおける熱処理後の物質の品質確保に有効です。規格に準拠するためには、冶金技術者はバンディングもしくは配向された超微細構造の性質を、それらの構造的外観に基づいて定性的に記載しなければなりません。ある顧客から、ASTM E1268規格のための測定値を迅速かつ正確に取得できるよう、使用中のOLYMPUS Streamソフトウェアを変更する方法はないかという問い合わせが寄せられました。我々は作業に取りかかり、彼らのOLYMPUS Streamソフトウェアのための特別なワークフローを作成しました。その仕組みを紹介します。
予め設定された格子でバンディングと配向を測定するこのカスタム設定では、オペレーターが、予め距離とサイズが設定されている格子をサンプル画像上に配置します。次に、自動化されたしきい値ベースの分析が実行され、合金相またはその一部が画像格子線上に存在するか否かを確認します。相またはその一部がどれだけはっきり格子上で確認できるかに応じて、全加重値または半加重値を適用します。
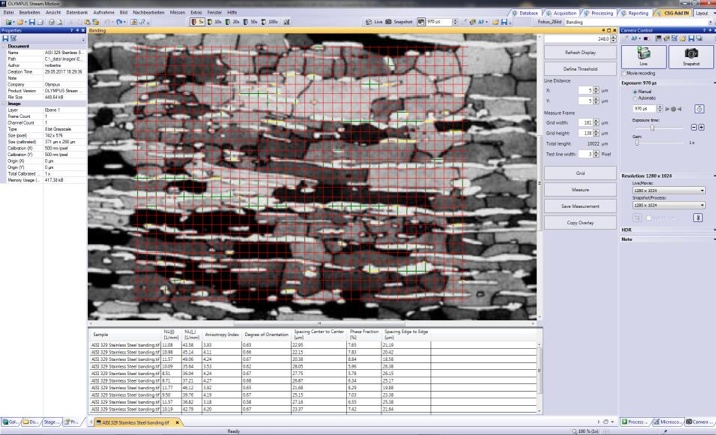
その後、ASTM E1268規格に基づいて結果を評価します。システムは以下の特徴を計算して、バンディングのキャラクタリゼーションを行います。
- N |_ [1/mm]:変形方向に対して垂直な格子線を遮る特徴の数
- N || [1/mm]:変形方向と平行な垂直な格子線を遮る特徴の数
- 異方性指数(AI):N |_とN ||の比率
- 配列度(Ω):研磨された2次元面上の、部分的に配向された線形構造要素の配列度(水平配列に関してはゼロより大きく、非配列構造に関してはゼロに近い)
- バンド間隔[μm](SB):バンドの平均中心間距離。この特徴は強いバンド構造に対してのみ有効です。
- フリーパススペーシング[μm](λ):バンドの平均エッジ間距離。この特徴は強いバンド構造に対してのみ有効です。
ASTM E1268用のカスタムOLYMPUS Streamワークフローを設定する
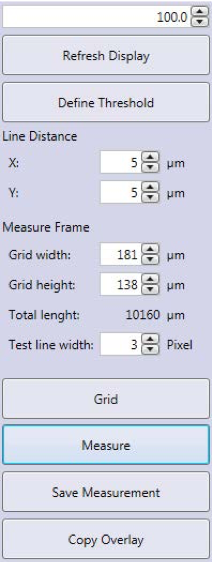 | このワークフローの、顧客による設定方法の概要を紹介します。最初に、オペレーターがOLYMPUS Streamの標準機能とカスタム機能の両方に容易にアクセスできるよう、別々のタブでカスタムワークフローウィンドウを開きます。ワークフロー領域に、しきい値(粒子相の強度範囲)と測定格子(線間距離とサイズ)を規定するオプションが表示されます。次に、オペレーターがマウスボタンをクリックして測定を実行します。値がシート領域に表示され、格子は相の構成に基づいてマークされた直線区間を表示します。完了すると、オペレーターは結果シートをXLSX形式のExcelワークブックまたはCSVファイルとして保存できます。その後、Copy Overlayを選択することにより、測定オーバーレイを標準Streamオーバーレイに変換することができます。 |
2. ASTM E562
ASTM E562は、系統的な手動格子点計数手順により物質相(体積分率)の面積を測定する国際標準試験法です。金相検査官は、この方法を使って微細構造中の識別可能な成分または相を計数します。検査官は、適切な2Dセクションを作成して観察できる、あらゆる固体材料にこの試験法を適用することができます。製造業においては、ASTM E562は一般に、二相ステンレス鋼(DSS)溶接部が機械的特性を維持し、溶接後の腐食耐性を維持していることを確認するための、フェライト量の測定に使用されます。当社はこの試験法を合理化するために、顧客のOLYMPUS Stream画像解析ソフトウェアのためのカスタムワークフローを構築しました。その仕組みは以下の通りです。
系統的手動ポイント計数のための点格子
このカスタムステップでは、予め設定された数の格子点を有する格子がサンプルの画像上に配置されます。格子点の数は、オプションのDefine Gridで規定されます。次に目視評価を行い、相またはその一部が、画像中の格子点上に位置しているか否かを確認します。相またはその一部がどれだけはっきり格子点上で確認できるかに応じて、格子点を全数または半数として計数します。手動格子点計数の結果は、ASTM E562規格に基づいて評価されます。統計学的パラメーターには以下が含まれます。
- 面積分率:面積分率とは、評価した成分の、取得した画像に対する面積比の百分率のことです。
- 平均面積分率:平均面積分率とは、全画像の全点計数値に対する百分率で示した面積比のことです。
- 標準偏差:標準偏差とは、平均から逸脱した程度のことです。手動格子点計数の場合、平均は平均面積比として定義されます。標準偏差とは、平均値(%で示される平均面積分率)の周囲に散乱する実測値が集中している強度、言い換えるとバラツキの大きさのことです。
- 信頼区間(CI):信頼区間は、信頼性の範囲のことです。言い換えると、信頼区間95は、実測値がパラメーターの真の位置を含む確率が95%であることを意味しています。
- 正確率:正確率は、測定値がどれだけ正確かを示します。格子あたりの計数値が増えるほど、正確率も上昇します。
それでは、オリンパスの顧客がどのようにしてこの特別なワークフローを設定するのか見てみましょう。
ASTM E562用のカスタムOLYMPUS Streamワークフローを設定する
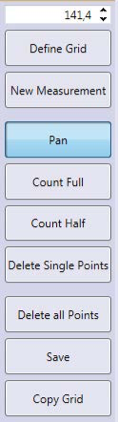 | 上記の例で説明したように、オペレーターは標準のOLYMPUS Streamの機能とは別に、カスタムソリューションウィンドウを新しいタブで別に開きます。カスタムツールウィンドウの画像領域には、ライブ画像または最新の取得画像が表示されます。オペレーターは、標準OLYMPUS Streamタブのギャラリーツールウィンドウを使って別の画像に切り替えることができます。ワークフロー領域には、測定格子を規定して全加重または半加重で計数を実行するオプションと、選択した単一の実測値および全ての実測値を削除するオプションがあります。終了する際、オペレータは手動計数結果がツールウィンドウのシート領域に表示されていることを確認し、このシートをExcel互換CSVファイルとして保存します。次に、Copy Gridボタンを使って測定オーバーレイを保存します。 カスタマイズしたワークフローで国際規格を遵守するこれらは、ほんの一例に過ぎません。現在、国際ASTM規格の数は12,000を超えていますが、当社のカスタムソリューションワークフローを導入することにより、冶金技術者は反復する作業や時間のかかる人員トレーニングを削減するすことができます。 |
ASTM、ISO、およびその他の国際規格向けに現在ご使用中のOLYMPUS Streamワークフローのカスタマイズをご希望でしたら、今すぐご連絡下さい。
関連コンテンツ
製品の概要ビデオ: Olympus Stream画像解析ソフトウェア(英語)
図解:Olympus Stream金属組織学ソリューション(英語)
メールでのお問い合わせ
