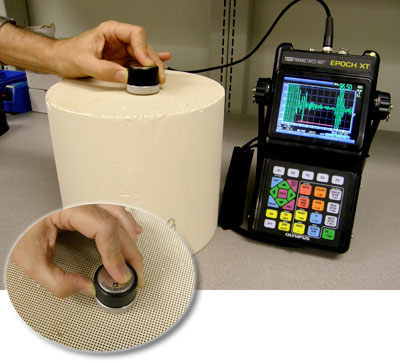
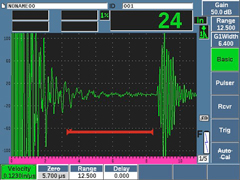
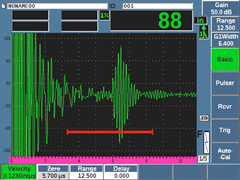
Application In the example below representing a setup with a flaw detector and an A601S-SB transducer, the left screen image represents a typical echo pattern from an undamaged filter. The peaks at the left side of that waveform represent reverberations of the outgoing sound pulse, and the echo at the right side represents the reflection from the far end. There should be no significant echoes in the zone in the middle that is marked by the red gate. The right screen image represents an echo pattern from a filter that is cracked just past its midpoint. The backwall echo to the right of the gate has disappeared because sound energy is no longer reflecting from the far wall. The transducer can be moved to as many points as desired on the face of the filter to check for cracks at other locations.
The specific instrument setup for each type of filter should be established through the use of a known good setup standard that is used to optimize the echo from the far end. By identifying the echo pattern from a good filter and looking for changes, a trained operator can quickly and reliably identify echo variations that correspond to internal cracks. Phased Array Testing
Phased Array can offer cross-sectional imaging of filters from either sectorial or linear scans. This can aid operator visualization of flaws. Automated testing has also been implemented using larger array probes and specialized fixturing. |
자료실
어플리케이션 노트
자료로 돌아가기




세라믹 디젤 미립자 필터의 균열

이 애플리케이션에 사용되는 제품
옴니스캔 PA는 수동 및 자동화 위상 배열 검사를 수행합니다. 모든 기능을 갖춘 A-스캔, B-스캔, S-스캔 및 C-스캔 디스플레이, 고급 실시간 데이터 처리를
제공합니다. 16:128, 16:16M, 16:64M, 32:32 및 32:128 요소로 구성 가능.
단일 그룹인 경량 옴니스캔 SX는 읽기 쉬운 8.4인치(21.3cm) 터치 스크린을 갖추고 있으며, 비용 효율적인 솔루션을 제공합니다. 옴니스캔 SX는 SX PA와 SX UT의 두 가지
모델로 제공됩니다. SX PA는 UT 전용 SX UT와 마찬가지로 P/E, P-C 또는 TOFD 검사를 위한 재래식 UT 채널을 장착한 16:64PR 장치입니다.
OmniScan ™ X3 시리즈의 모든 결함 탐상기는 완전한 위상 배열 툴박스입니다. 혁신적인 TFM 및 고급 PA 기능은 강력한 소프트웨어 도구와 간단한 워크 플로우로
생산성을 향상시키는 동시에 결함을 확실하게 식별하는 데 도움이됩니다.
EPOCH 650은 다양한 응용 분야에 대한 우수한 검사 성능과 유용성을 갖춘 재래식 초음파 결함 검출기입니다. 이 직관적이고 견고한 장비는 인기 있는 EPOCH 600 결함
탐상기 후속작이며 추가 기능을 갖추고 있습니다.
죄송합니다. 이 페이지는 해당 국가에서 사용할 수 없습니다.
아래 양식을 작성하여 원하는 내용을 알려주십시오.