|
|
커버 계측(빨간색 원으로 표시된 영역의 표면 계측) | |
애플리케이션 - 미세 정밀한 속도계 커버 거칠기 평가
다양한 상황에 광범위하게 사용되는 디스플레이는 일반적으로 레진/유리 패널 또는 필터를 통해 시청합니다. 시청 환경에 따라 디스플레이의 조명에 의한 글레어 또는 디스플레이 표면의 글레어는 가시성을 저하시킬 수 있으며, 이러한 경우의 예시 중 하나가 자동차 속도계입니다. 이 문제를 완화하기 위해 자동차 제조사들은 패널 표면에 미세 볼록체 또는 오목체 아니면 필터를 추가하는 안티 글레어(AG) 처리를 사용합니다.
안티 글레어 조치가 적용된 패널과 필터의 기능 평가는 일반적으로 주관적인 육안 검사의 형태로 진행됩니다. 그러나 이 방식은 오차에 취약하기 때문에 정량적인 평가를 진행하는 것이 어려운 단점을 가지고 있습니다. 이에 따라 거칠기 계측을 포함한 다양한 정량적 평가 방식이 시도되었습니다. 표면 거칠기 평가의 경우, 산술 평균 높이(Ra, Sa)가 가장 일반적으로 사용되는 매개변수입니다. 평균 높이 매개변수는 계측 대상 영역의 평균 수준을 기준으로 하는 높이 차이의 평균값을 의미하며, Ra는 거칠기 프로필, Sa는 3D 거칠기를 의미합니다.
표면 거칠기 Sa 및 Ra 정량화의 한계
Sa는 흠집 및 먼지와 같은 간섭의 영향을 받지 않으며 뛰어난 평가 재현성을 가지는 반면, 표면 틍성을 언제나 완전히 캡처할 수 없습니다. 3D 표면 거칠기를 시각적으로 비교할 경우, 표본들이 분명히 서로 다름에도 불구하고 획득한 값이 차이가 거의 없는 경우가 발생합니다. Ra 계측의 경우, 접촉식 표면 거칠기 테스트 장치가 일반적으로 사용되지만, 이 방식 또한 문제점을 가지고 있습니다.
- 이 방식은 계측 시 선형 단면을 사용하기 때문에 제공되는 정보가 제한적입니다.
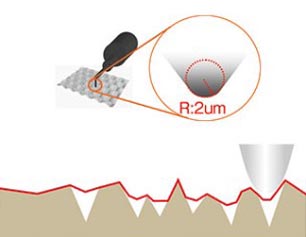
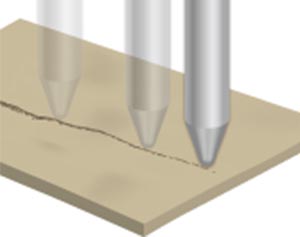
- 그리고 스타일러스 팁의 직경보다 작은 볼록-오목 형체가 존재할 경우, 이에 대한 정확한 계측값을 제공하는 것이 불가능합니다.
LEXT OLS5000 3D 레이저 현미경을 통해 속도계 커버 거칠기 계측
LEXT OLS5000 3D 레이저 스캐닝 현미경을 사용하여 더 완전하고 유용한 표면 거칠기 데이터를 획득할 수 있는 능력은 자동차 제조사들이 더 정밀한 속도계 커버 표면 거칠기 평가를 진행할 수 있게 해줍니다.
[1] 높은 정확성의 마이크로 거칠기 계측
Olympus LEXT OLS5000 현미경은 405 nm 파장과 0.4 µm 직경을 가진 레이저빔을 사용하여 표면 계측을 실행합니다. 레이저빔의 직경이 기존 접촉식 표면 거칠기 테스트 장비 스타일러스 팁보다 작기 때문에 패널 표면의 미세한 오목-볼록 형체들을 캡처할 수 있습니다.
접촉식 표면 거칠기 테스트 장비 |
LEXT OLS5000 레이저 현미경 |
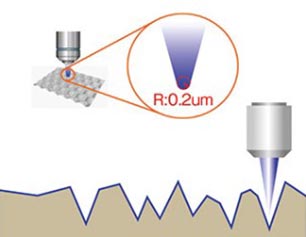
이에 더해 레이저 현미경은 표본 표면을 손상시키지 않는 비접촉식 광학 계측을 제공합니다.
|
|

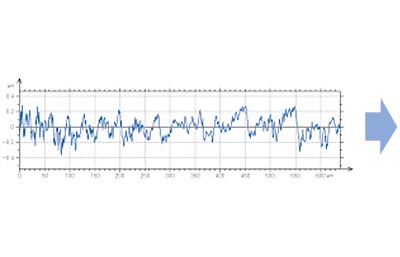
레이저 스캐닝 현미경은 스타일러스 거칠기 테스트 장비 대비 많은 양의 데이터를 수집할 수 있습니다. 계측 프로브의 선형 움직임에 따라 형성되는 영역의 정보만 수집하는 접촉식 표면 거칠기 테스트 장비와 달리 LEXT OLS5000 현미경은 레이저빔을 사용하여 스캔한 영역의 데이터를 제공할 수 있습니다.
접촉식 표면 거칠기 테스트 장비가 획득한 선형 단면 데이터 |
높이 이미지를 포함한 레이저 스캐닝을 통해 획득한 표면 거칠기 데이터 |
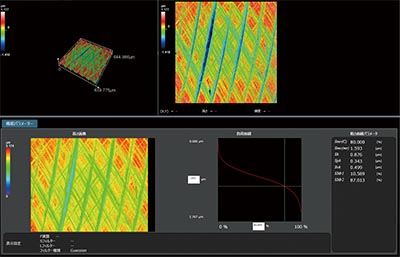
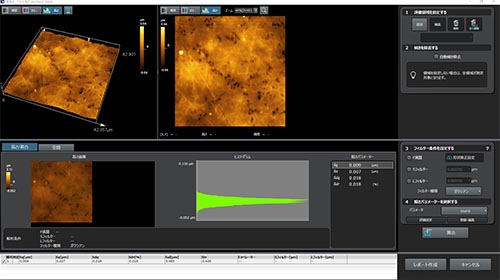
LEXT OLS5000 레이저 스캐닝 현미경을 사용하면 AG 코팅(높은/낮은 안티 글레어)이 적용된 자동차 속도계 커버의 오목-볼록 형체 데이터를 획득할 수 있습니다. 레이저 현미경은 높이 이미지를 제공하며, 밝은/어두운 영역은 각각 높은 영역과 낮은 영역을 의미합니다. 접촉식 표면 거칠기 테스트 장비를 통해 획득하는 선형 단면 프로필에서 제공되는 데이터와 달리 이 이미지는 더 넓은 오목-볼록 형태 영역에서 데이터를 수집하는 것이 가능합니다.
높은 안티 글레어 특성 |
낮은 안티 글레어 특성 |
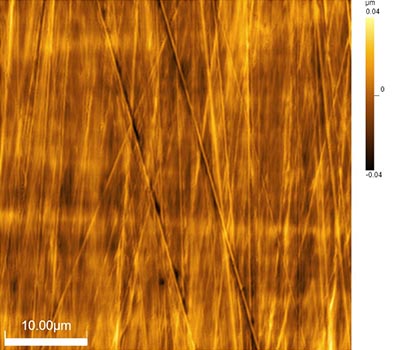
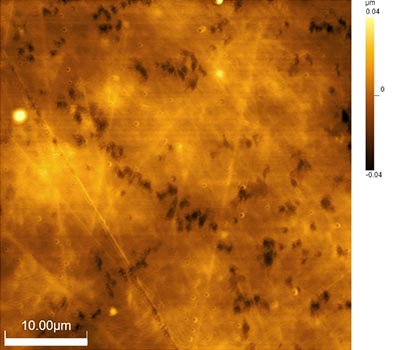
상기 2개의 이미지를 비교했을 때 분명한 차이를 확인할 수 있습니다.
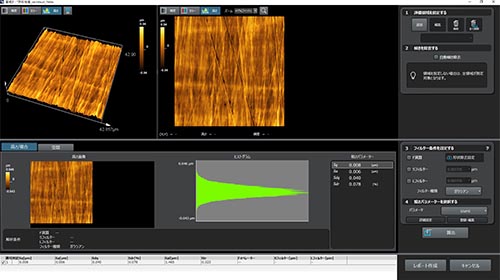
이후 LEXT OLS5000 현미경 계측 화면에서 제공하는 표면 거칠기 계측 데이터를 사용하여 해당 거칠기 이미지들을 정량적으로 평가합니다.
먼저 산술 평균 높이(Sa)를 확인합니다.
높은 안티 글레어 특성
|
|
낮은 안티 글레어 특성
|
|
일반적으로 사용되는 방식인 Sa에서는 큰 차이가 확인되지 않습니다.
이후 자동 상관 길이(Sal)*1을 확인합니다.
높은 안티 글레어 특성
| 낮은 안티 글레어 특성
|
*1 자동 상관 길이(Sal): 이는 단위 길이 내 표면의 오목-볼록 형체(접힘, 입자 등) 밀도를 수치적으로 표현합니다. 즉 이 매개변수는 '오목-볼록 형체의 '높이 방향'이 아닌 '수평 방향'에 초점이 맞춰져 있습니다. 값이 작을 수록 경사가 급한 면을 의미하며, 큰 값은 중간 수준의 오목-볼록 형체가 많이 있다는 것을 의미합니다. 자동 상관 관계는 거칠기 이미지가 원본 이미지를 기준으로 수평 방향(x, y)으로 얼마나 유사한지(멀리 이동했는지) 여부를 계측합니다.
Sal에서는 두 데이터 사이에 큰 차이가 확인되었습니다. 높은 안티 글레어 특성을 가진 코팅은 작은 값을 가지며, 작고 경사가 급한 오목-볼록 형체 많음(높은 밀도, 미세 입자)을 의미합니다.
마지막으로 평균 경사 제곱근(Sdq)*2과 확산 계면 면적 비율(Sdr)*3을 확인했습니다.
*2 평균 경사 제곱근(Sdq): 국부 경사의 평균값을 의미하는 매개변수로 해당 표면의 오목체와 볼록체의 경사 정도를 나타냅니다.
*3 계면 면적 증가율(Sdr): 면적이 증가한 비율을 의미하는 매개변수로, 표면 형체가 미세 또는 거칠어질 수록 증가합니다.
높은 안티 글레어 특성
| 낮은 안티 글레어 특성
|
Sal에 더해 간접 평가를 통하여 표면이 얼마나 미세한지 여부를 의미하는 매개변수들을 살펴본 결과 차이를 확인할 수 있었습니다. 국부 경사의 기울기 각도와 표면적 비율이 클수록 더 미세한 표면을 의미합니다.
상기 기술한 매개변수들은 다음 관계식으로 요약됨
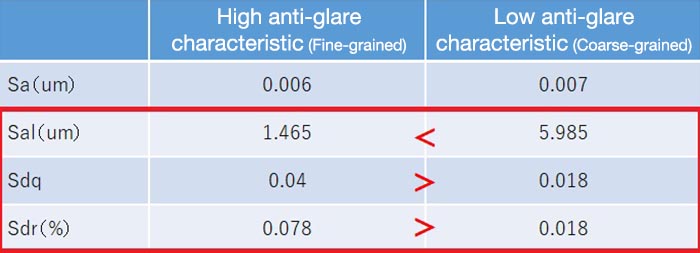
상기 표의 내용과 같이 표면 거칠기 계측을 통한 정량적 평가 결과, 높이 방향(Sa) 매개변수에서는 큰 차이가 확인되지 않았으나 수평 치수(Sal), 국부 경사(Sdq), 표면적 비율(Sdr)을 포함 다른 기준의 매개변수에서는 차이를 확인할 수 있었습니다.
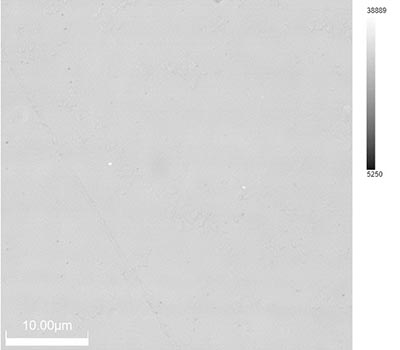
[2] 높은 해상도의 레이저 미분 간섭 대비(DIC) 관찰
거칠기 이미지(높이 이미지)에 더해 레이저 현미경이 가진 가장 큰 장점은 같은 영역에서 표본에 반사된 레이저 빔의 강도를 표현하는 밝기 이미지를 생성할 수 있다는 점입니다. 1개의 파장을 가지는 레이저는 모노크롬 밝기 정보를 제공하지만 컨포칼 광학 시스템을 통해 선명하지 않은 이미지를 중첩시키지 않고 높은 대비 이미지를 획득하는 것이 가능합니다. 높은 대비 이미지에 미분 간섭 대비(DIC) 관찰을 추가하는 것으로 전자 현미경의 해상도에 근접하는 나노 크기의 표본 표면 오목체와 볼록체들의 선명한 이미지를 획득할 수 있습니다. 이를 통해 일반적인 밝기 이미지에서는 관찰하기 어려운 미세 볼록체 및 오목체를 관찰하는 것이 가능하며, 그 결과로 이미지를 캡처하지 않고 실시간 관찰을 진행하는 것이 가능합니다.
높은 안티 글레어 특성
| 낮은 안티 글레어 특성
|
일반 밝기 이미지 | |

|
|
DIC 밝기 이미지 | |
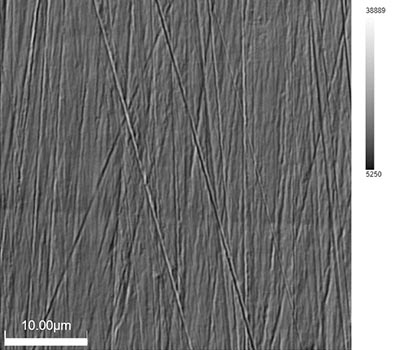
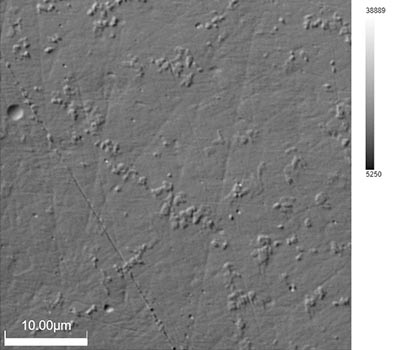
DIC 관찰을 추가하는 것으로 패널의 미세 볼록체와 오목체를 관찰할 수 있으며, 같은 영역을 관찰하고 있다는 것이 믿기지 않을 정도의 수준으로 표본 표면 상태를 선명하게 구분하는 것이 가능합니다.
