

Welding is the joining of two materials, achieved by heating above the materials’ melting temperatures. There are many welding techniques, such as laser welding, solid state welding, and arc welding.
In arc welding, two pieces are joined using an electric arc to melt the parent metal parts and the filler material. It’s important to know the compositions of all three materials to be able to calculate the expected final composition of the weld bead.
Weld materials, such as rod or wire, are enriched compared to the materials being joined to compensate for the dilution effects in the molten weld bead. Theoretically, the weld bead will have a mixed composition with about 70% coming from the filler and 30% coming from the parent material (15% from each of the two parent materials being joined). For example, if you weld two metal parts together, we can expect that the final composition of the weld bead would be made up of 70% electrode rod filler, 15% from parent material A (PMA), and 15% from parent material B (PMB). Depending on the application, knowing the material chemistry of the weld bead is important to ensure it has the correct mechanical properties or corrosion resistance. It’s also important to note that the actual materials and type of weld will influence the bead’s chemistry.
| PMA | PMB | Filler | Weld Bead | ||
| Grade | SS 304 | 5Cr 1/2 Mo | ER Ni Cr3 | Calculated | |
| Ni | 18 | 70 | 2.7+49=51.7 | ||
| Cr | 8 | 5 | 20 | 1.2+0.75+14=15.95 | |
| Mo | 0.5 | 0.075 | |||
| Fe | 71 | 93 | 3 | 10.65+13.95+2.1=26.7 |
Calculating the amount of material in a weld bead
1. Use the analyzer’s weld Library
The grade of the electrode rod material often has higher levels of the main alloying elements to negate the effects of dilution during welding. Vanta™ XRF analyzers come preloaded with a basic, customizable welding library. Using an analyzer with a weld library before and during welding operations enables you to confirm the material chemistry or alloy ID of the material you’re working on. This can help to minimize material mix-ups on the job site.
 |  |
The Vanta analyzer’s weld library
2. Measure the end of the rod or a test weld
Welding rods often have a coating of flux that improves the welding process but has a different material chemistry than the rest of the rod. XRF is a surface test; if you test the flux, the results won’t tell you what the rod itself is made of.
If the rod isn’t coated, you can test it directly. If it is coated, check the flat end of the rod. This area isn’t always coated with flux and, if it’s not, you can test it with your XRF analyzer.
If the entire rod is covered in flux, it can still be tested. Make a test weld spot using the rod, and then place your analyzer directly on the weld spot once it’s solidified and test it.

The end of a welding rod is often not covered in flux
3. Take advantage of your analyzer’s spot collimator and the weld mask accessory
Spot collimation
When testing a weld with your XRF analyzer, it’s important that you only test the weld and not the surrounding material. However, targeting only the weld bead can be challenging without any way to isolate it. The analyzer’s optional small spot collimator narrows the X-ray beam, enabling you to focus the measurement on the bead itself.
The collimator also helps make it easier to analyze the parent material and the heat affected zone (HAZ). A nice feature to have with the collimator is the micro aiming camera, which can capture images of the sample for quality control or inspection reports.
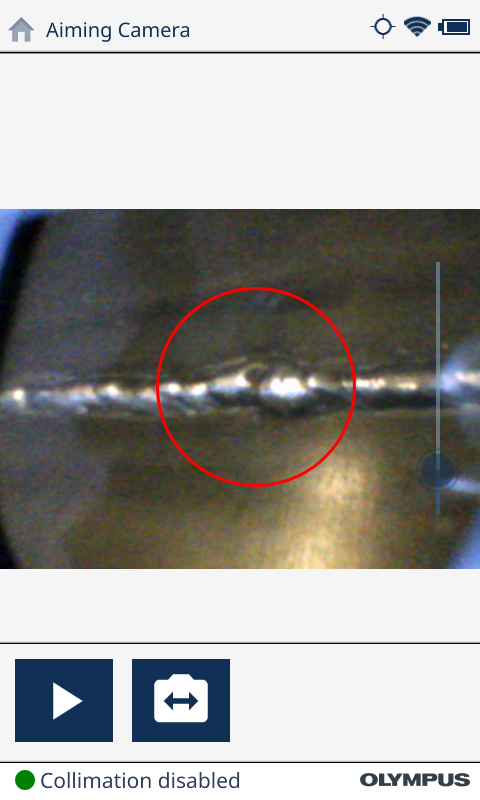 | 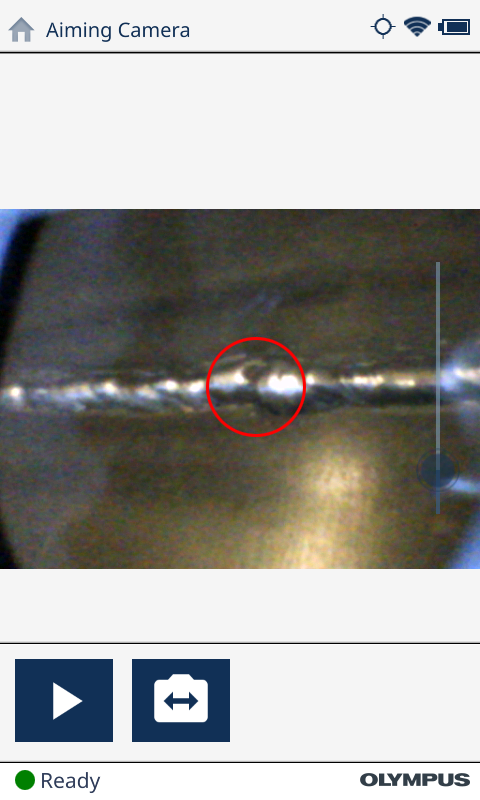 |
A view through the aiming camera with collimation disabled (left) and enabled (right)
Weld maskThe Vanta weld mask is an accessory that reduces the analysis area without collimation. The weld mask works great for larger welds that fill the mask’s window. The weld mask is best suited for rapid weld analysis and material verification. In contrast, the spot collimator enables precise visual weld location analysis with light element identification through more in-depth testing. |  The end of a welding rod is often not covered in flux |
