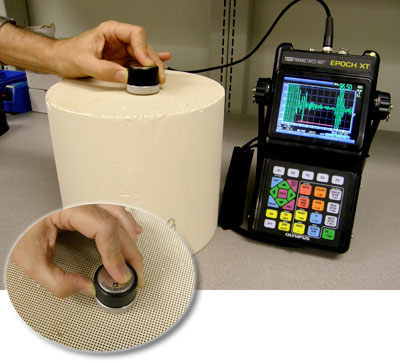
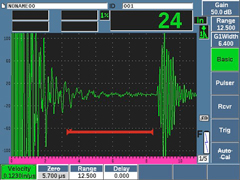
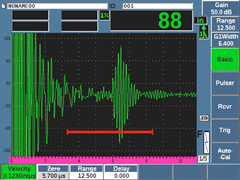
Application In the example below representing a setup with a flaw detector and an A601S-SB transducer, the left screen image represents a typical echo pattern from an undamaged filter. The peaks at the left side of that waveform represent reverberations of the outgoing sound pulse, and the echo at the right side represents the reflection from the far end. There should be no significant echoes in the zone in the middle that is marked by the red gate. The right screen image represents an echo pattern from a filter that is cracked just past its midpoint. The backwall echo to the right of the gate has disappeared because sound energy is no longer reflecting from the far wall. The transducer can be moved to as many points as desired on the face of the filter to check for cracks at other locations.
The specific instrument setup for each type of filter should be established through the use of a known good setup standard that is used to optimize the echo from the far end. By identifying the echo pattern from a good filter and looking for changes, a trained operator can quickly and reliably identify echo variations that correspond to internal cracks. Phased Array Testing
Phased Array can offer cross-sectional imaging of filters from either sectorial or linear scans. This can aid operator visualization of flaws. Automated testing has also been implemented using larger array probes and specialized fixturing. |
Rozwiązania dla przemysłu
Resources
Application Notes
Back to Resources




Cracking in Ceramic Diesel Particulate Filters

ProductsUsedApplications
The OmniScan PA performs manual and automated phased array inspections. It offers full-featured A-scan, B-scan, S-scan and C-scan displays, and advanced real-time data processing. Configurable in 16:128 elements, also 16:16M, 16:64M, 32:32, and 32:128
The single group, lightweight OmniScan SX features an easy-to-read 8.4 inch (21.3 cm) touch screen and provides cost-effective solutions. The OmniScan SX comes in two models: the SX PA and SX UT. The SX PA is a 16:64PR unit, which, like the UT-only SX UT, is equipped with a conventional UT channel for P/E, P-C or TOFD inspections.
Every flaw detector in the OmniScan™ X3 series is a complete phased array toolbox. Innovative TFM and advanced PA capabilities help you identify flaws with confidence while powerful software tools and simple workflows improve your productivity.
The EPOCH 650 is a conventional ultrasonic flaw detector with excellent inspection performance and usability for a wide variety of applications. This intuitive, rugged instrument is a continuation of the popular EPOCH 600 flaw detector with additional capabilities.
Sorry, this page is not available in your country
Let us know what you're looking for by filling out the form below.