
Gdy do inspekcji spoin w rurach, na przykład do inspekcji spoin obwodowych, wykorzystywana jest technika ultradźwiękowa Phased Array (PAUT), powszechny problem rozpraszania wiązki jest potęgowany przez geometrię części. Każda powierzchnia zakrzywionych ścianek rury działa jak soczewki rozpraszające, rozszerzające wiązkę akustyczną w osi pasywnej (która znajduje się wzdłuż osi pionowej elementu). Szerokość wiązki wzdłuż osi pasywnej sondy typu Phased Array decyduje o dokładności wymiarowania długości wady. Jeśli inspektorzy używają technik pomiaru długości wady na podstawie amplitudy, nieostra wiązka o dużej szerokości w osi pasywnej może spowodować zwiększenie odsetka odrzutów.
Fizyczne ograniczenia dotyczące sond liniowych typu Phased Array w osi pasywnej
Inspektorzy odrzucają wady, które w rzeczywistości są na tyle małe, że spełniają wymagane wartości tolerancji, częściej niż można by przypuszczać. Czym jest to spowodowane? Kluczowa przyczyna tego problemu to ograniczenia samych urządzeń do badań ultradźwiękowych (UT). Zazwyczaj gdy używane są sondy typu Phased Array, wiązki ultradźwiękowe są ogniskowane elektronicznie w osi aktywnej za pomocą funkcji sterowania wiązką. Brakuje jednak mechanizmu do ogniskowania wiązki w osi pasywnej. Zapewnia go nasza innowacyjna seria klinów z ogniskowaniem w osi pasywnej (PAF).
Ograniczenia metody pomiaru długości wady w oparciu o amplitudę
Powszechnie stosowaną metodą pomiaru długości wady w oparciu o amplitudę jest technika spadku o 6 dB. Podczas kontroli przy użyciu standardowej liniowej sondy typu Phased Array inspektor przesuwa sondę w bok wzdłuż osi skanowania, która jest równoległa do osi pasywnej matrycy głowicy. Inspektorzy są przeszkoleni w zakresie wykorzystywania szczytów i spadków amplitudy odbitych sygnałów od wskazania do pomiaru długości wady.
Metoda spadku o 6 dB działa jednak tylko w przypadku wad, których długość jest równa szerokości wiązki lub większa od niej. Długość każdej wady krótszej od szerokości wiązki jest błędnie określana jako równa szerokości wiązki. Przykładowo, jeśli wiązka ma szerokość równą 7 mm, to nawet jeśli długość wady wynosi 5 mm, pomiar wskaże na obecność wady o długości 7 mm.
Szerokość wiązki a wzrost odsetka odrzutów
To ograniczenie techniki spadku o 6 dB staje się poważnym problemem, jeśli konieczne jest przestrzeganie kodeksów, takich jak kodeks B31 opracowany przez Amerykańskie Stowarzyszenie Inżynierów Mechaników (ASME), w którym określone jest, że każda wada dłuższa niż 6 mm (lub 6,4 mm w zależności od przypadku) jest uznawana za wadę kwalifikującą produkt do odrzucenia. Jeśli wiązka ma szerokość równą 7 mm, każda wada mniejsza niż 7 mm spowoduje, że produkt zostanie odrzucony, nawet jeśli rzeczywista długość wady jest krótsza niż dopuszczalna długość maksymalna.
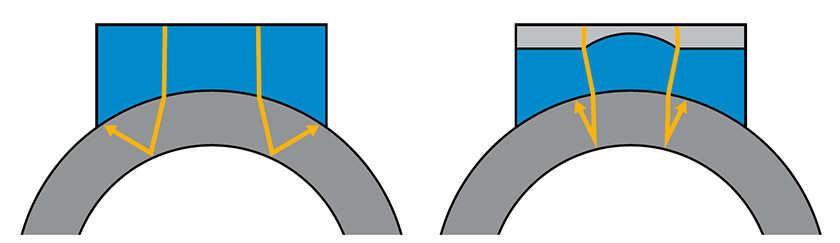
Typowa rozbieżność wiązki ultradźwiękowej w rurze (po lewej) jest minimalizowana przy użyciu klina PAF (po prawej).
Wyolbrzymienie problemu: im mniejsza średnica, tym większa rozbieżność wiązki
We wszystkich zastosowaniach związanych z kontrolą ultradźwiękową rur krzywizna powierzchni działa jak soczewka rozpraszająca. Wiązka ulega dalszemu rozszerzeniu po uderzeniu w zakrzywioną tylną ściankę rury (patrz ilustracja po lewej stronie powyżej). W przypadku rur o mniejszej średnicy rozbieżność ta jest jeszcze bardziej wyraźna. Jako że szerokość wiązki ma bezpośredni wpływ na możliwości wymiarowania wady, im szersza jest wiązka, tym bardziej prawdopodobne jest, że dopuszczalna wada doprowadzi do odrzutu. Z uwagi na to, że zastosowanie klinów PAF większe korzyści może zapewnić w procesie inspekcji mniejszych rur, standardowa seria tych klinów jest przeznaczona do inspekcji rur o średnicy zewnętrznej od 4,5 cala do 8,625 cala.
Dwie istotne zalety stosowania klinów z ogniskowaniem w osi pasywnej
Nasze kliny z ogniskowaniem w osi pasywnej mogą znacznie zmniejszyć problem związany z rozbieżnością wiązki. Opatentowana konstrukcja klina ma zakrzywioną powierzchnię rozdzielającą dwa materiały, przez które dźwięk przechodzi z różną prędkością. Zakrzywiona powierzchnia wewnątrz klina ogniskuje wiązkę w osi pasywnej. Ogniskowanie wiązki wywołuje dwa korzystne skutki:
- Mniejsza liczba odrzutów — węższa wiązka umożliwia prawidłowe wymiarowanie mniejszych, dopuszczalnych wad.
- Łatwiejsza interpretacja danych — ostrzejsze obrazy wad wzdłuż osi skanowania.
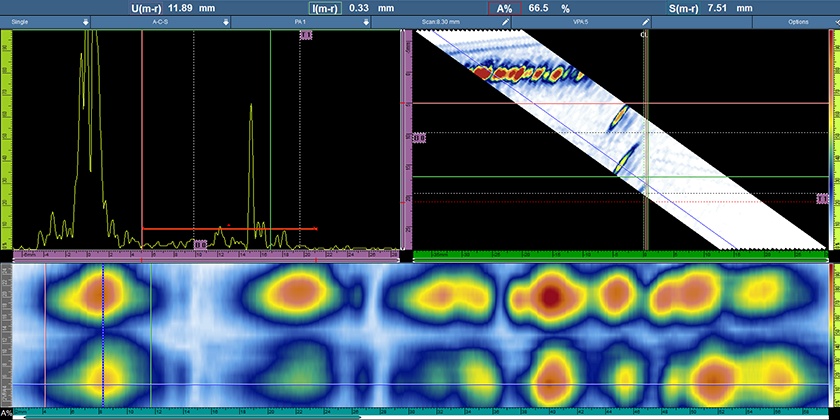
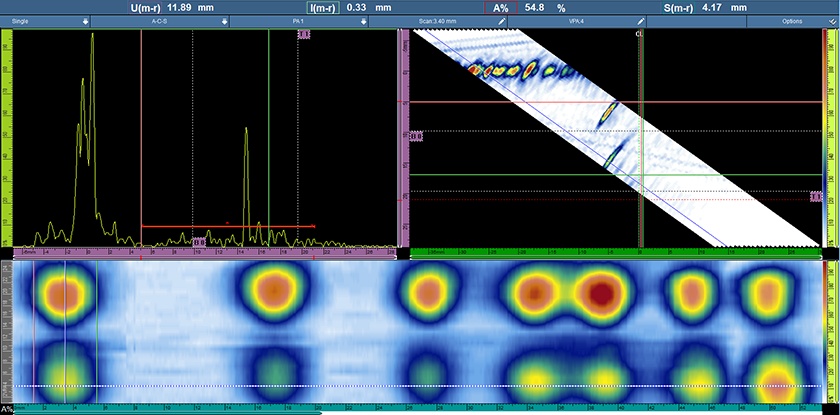
Ta konfiguracja eksperymentu obrazuje różnicę w ostrości obrazu skanu C uzyskanego przy użyciu standardowego klina (na górze) i klina PAF (na dole) do inspekcji półrurki o średnicy zewnętrznej 4,5 cala.
Zaprezentowane tu wyniki pochodzą z badań eksperymentalnych przedstawionych szczegółowo w tym opracowaniu. W konfiguracji do inspekcji półrurki o średnicy zewnętrznej 4,5 cala z wywierconymi pionowymi otworami przelotowymi o średnicy 1 mm użyto sondy typu Phased Array ze standardowym klinem, a następnie z klinem PAF. W przypadku standardowego klina szerokość wiązki wynosiła 5,7 mm na średnicy wewnętrznej (ID) i 7,5 mm po powrocie do średnicy zewnętrznej (OD). W przypadku klina PAF zmierzona szerokość wiązki wynosiła 3,5 mm na średnicy wewnętrznej i 4,2 mm na średnicy zewnętrznej.
Klin PAF znacznie poprawił szerokość wiązki, zwłaszcza na średnicy zewnętrznej (4,2 mm w stosunku do 7,5 mm w przypadku standardowego klina). Gdyby w tym przypadku stosowano się do kodeksu B31 stowarzyszenia ASME (w którym określono, że długość wady nie może przekraczać 6 mm–6,4 mm), niektóre mniejsze wady wykryte przez klin standardowy doprowadziłyby do niepotrzebnego odrzutu.
Powiązane treści
Opracowanie: Seria klinów z ogniskowaniem w osi pasywnej (PAF)
Technika Phased Array — samouczek: Ogniskowanie przy użyciu sond typu Phased Array
Warto nawiązać kontakt
