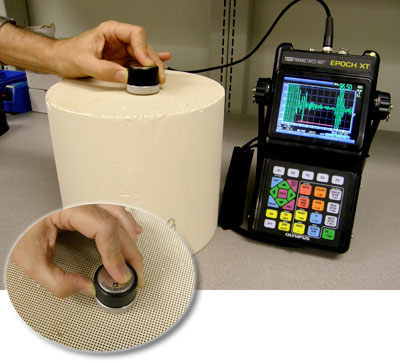
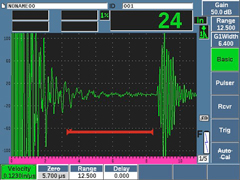
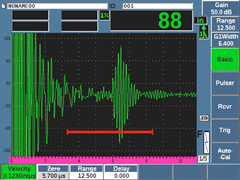
Application In the example below representing a setup with a flaw detector and an A601S-SB transducer, the left screen image represents a typical echo pattern from an undamaged filter. The peaks at the left side of that waveform represent reverberations of the outgoing sound pulse, and the echo at the right side represents the reflection from the far end. There should be no significant echoes in the zone in the middle that is marked by the red gate. The right screen image represents an echo pattern from a filter that is cracked just past its midpoint. The backwall echo to the right of the gate has disappeared because sound energy is no longer reflecting from the far wall. The transducer can be moved to as many points as desired on the face of the filter to check for cracks at other locations.
The specific instrument setup for each type of filter should be established through the use of a known good setup standard that is used to optimize the echo from the far end. By identifying the echo pattern from a good filter and looking for changes, a trained operator can quickly and reliably identify echo variations that correspond to internal cracks. Phased Array Testing
Phased Array can offer cross-sectional imaging of filters from either sectorial or linear scans. This can aid operator visualization of flaws. Automated testing has also been implemented using larger array probes and specialized fixturing. |
Recursos
Notas de aplicação
Voltar para Recursos




Cracking in Ceramic Diesel Particulate Filters

ProductsUsedApplications
O OmniScan PA realiza inspeções Phased Array manuais e automáticas. Ele exibe em tela cheia A-scan, B-scan, S-scan e C-scan, além de processamento avançado de dados em tempo real. Configurações de 16:128 elementos, também 16:16M, 16:64M e 32:128
O OmniScan SX, leve e de grupo único, possui tela sensível ao toque de 8,4 pol. (21,3 cm) de fácil leitura e oferece soluções com boa relação custo-benefício. O OmniScan SX possui dois modelos: PA e UT. O SX PA é uma unidade 16:64PR, que, como o UT e SX UT, vem equipado com um canal de UT convencional para inspeções pulso-eco, pitch-catch e ToFD.
Cada detector de defeitos na série OmniScan™ X3 é uma caixa de ferramentas de Phased Array completa. O TFM inovador e os recursos avançados de PA ajudam a identificar falhas com confiança, enquanto as poderosas ferramentas e os fluxos de trabalho simples do software melhoram sua produtividad
O EPOCH 650 é um detector de defeitos por ultrassom convencional com uma excelente performance de inspeção e pode ser utilizado em uma ampla variedade de aplicações. Esse aparelho robusto e intuitivo é a extensão do popular detector de defeitos EPOCH 600, mas com mais recursos.
Desculpe, esta página não está disponível no seu país
Diga-nos o que você está procurando preenchendo o formulário abaixo.