
Esta nota de aplicação oferece uma visão geral das aplicações em ensaios não destrutivos por ultrassom na indústria de fundição, incluindo medição de espessura, detecção de defeitos e testes de nodularidade.
Avaliação de qualidade das fundições
A arte de fundir metal em formas específicas é praticada há milhares de anos. Apenas nas últimas décadas, foram disponibilizadas ferramentas NDT ultrassônicas modernas para ajudar a garantir a integridade do produto. Antigamente, um trabalhador de fundição avaliava a qualidade da fundição por intermédio do som provocado ao se bater na peça fundida com um martelo. Hoje em dia, os aparelhos com microprocessadores que usam ultrassom podem fornecer, com precisão, muito mais informações sobre a estrutura interna escondida da fundição de metais ferrosos e não ferrosos.
Os medidores de espessura por ultrassom podem ser utilizados para medir as dimensões da parede de fundições vazadas. Os detectores de defeitos por ultrassom também podem ser utilizados para identificar descontinuidades como porosidade, inclusões, cavidades e trincas escondidas. Os testes ultrassônicos baseados na velocidade, com medidores de espessura e detectores de defeitos, também podem ser utilizados para quantificar a nodularidade de grafite em ferro fundido.
Normalmente, o medidor de espessura por ultrassom é usado para medir fundições vazadas com formatos complexos, como blocos de motores de automóveis. As alterações no núcleo durante o processo de fundição podem resultar em uma peça muito fina de um lado e muito espessa de outro. Um medidor de espessura ultrassônico pode medir a espessura da parede de um lado, sem a necessidade de cortar a peça para acessá-la.
Durante o processo de fundição, podem ocorrer cavidades, porosidades, inclusões e trincas em metais. Estas condições produzem indicações de ultrassom que podem ser identificadas por um operador treinado com um detector de defeitos por ultrassom com os transdutores adequados.
O tamanho e a distribuição das inclusões de grafite (nodularidade) têm um impacto importante na resistência mecânica do ferro fundido. O teste de nodularidade é especialmente importante na indústria automotiva e em campos em que a operação segura dos componentes de ferro fundido é uma grande preocupação. As técnicas ultrassônicas oferecem uma alternativa não destrutiva à análise realizada com microscópios transversais e testes de resistência à tração para determinar o grau de nodularidade, pois a nodularidade pode ser correlacionada com a velocidade do som.
Medição de espessura de fundições por ultrassom
Os testes de espessura de parede de fundições podem ser realizados com o medidor de espessura 39DL PLUS™ ou 45MG com o software Single Element. Se a espessura do metal for superior a cerca de 12,7 mm (0,5 pol.), o software High Penetration deve ser usado. A seleção do transdutor depende do intervalo da espessura que se deseja medir e das propriedades acústicas do metal fundido. Os transdutores comumente usados são o M106, M1036 (ambos de 2,25 MHz), M109 e M110 (ambos de 5 MHz). Para fundições com espessura superior a cerca de 50 mm (2 pol.), recomenda-se, com frequência, um transdutor de baixa frequência e com grande diâmetro, como o M101 de 500 KHz.
Outra opção para testes de espessura de parede de fundições é o medidor 72DL PLUS™. Este medidor de espessura de alta velocidade oferece velocidades de medição de até 2 kHz juntamente com um modo de velocidade e capacidade de transmissão direta. O medidor 72DL PLUS também pode ser integrado em sistemas projetados para monitorar a velocidade do som das fundições.
Procedimento de medição ultrassônica para medir a espessura da parede de fundições
Os procedimentos detalhados para configuração e calibração do medidor estão disponíveis no manual de operação de cada aparelho. Além disso, a seleção do acoplante, a condição da superfície, a geometria da fundição, a calibração do medidor e o ruído de dispersão podem afetar a precisão da medição das fundições.
Acoplante: As superfícies ásperas, frequentemente encontradas em fundição de areia, prejudicam o acoplamento do transdutor, por este motivo, recomenda-se a utilização de um acoplante de alta viscosidade, como gel (acoplante D) ou a glicerina (acoplante B).
Condição da superfície: Quando a superfície de acoplamento é muito áspera, a espessura mínima que pode ser medida com um determinado transdutor é aumentada devido às reverberações do som na camada de acoplante. Estas reverberações devem ser eliminadas. Da mesma forma, a espessura máxima mensurável é reduzida devido ao acoplamento acústico ineficiente entre o transdutor e a peça fundida. Na maioria dos casos, as medições de espessura podem ser realizadas em superfícies fundidas, mas para aplicações mais complexas, a preparação da superfície melhora o desempenho.
Geometria: as superfícies externa e interna de uma peça fundida devem ser aproximadamente paralelas ou concêntricas para permitir a medição ultrassônica. Quando o desalinhamento entre as paredes é muito grande, as ondas sonoras são refletidas para longe do transdutor e nenhum eco é exibido na tela.
Calibração do medidor: a medição de qualquer de espessura por ultrassom só será precisa se a velocidade do som no material for consistente com a calibração do medidor. A velocidade do som pode variar no ferro fundido ferroso ou não ferroso devido às mudanças na rigidez, na estrutura dos grãos e na nodularidade do grafite. Em grandes fundições em que as diferentes áreas resfriam a taxas diferentes, a velocidade pode mudar dentro de uma única peça por causa da estrutura irregular dos grãos. Para obter uma precisão de medição ideal, sempre realize uma calibração de velocidade do medidor em um padrão de referência de espessura conhecida que tenha uma semelhança metalúrgica com as peças que estão sendo testadas.
Ruído de dispersão: a estrutura de grão grosso de algumas fundições de metal produz ruído de dispersão interno que precede o eco da parede traseira. O ruído de dispersão pode fazer com que o software de medição de espessura realize leituras errôneas, especialmente ao usar as configurações padrão do medidor em vez de configurações personalizadas. Esta condição pode ser prontamente diagnosticada através da observação da forma de onda. Normalmente, o ruído de dispersão interna pode ser eliminado mudando para um transdutor de frequência mais baixa ou por ajustes simples no ganho e/ou no blanking do instrumento (veja as formas de onda do 39DL PLUS na Figura 1 e Figura 2).
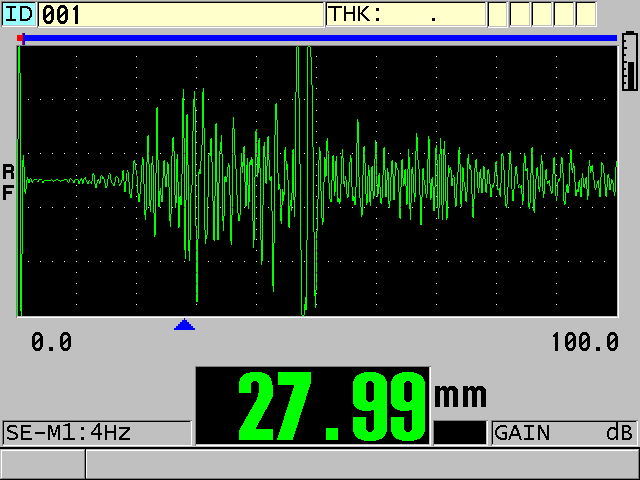
Figura 1. Ruído de dispersão provoca uma falsa leitura (o eco da parede traseira está próximo ao centro da tela).
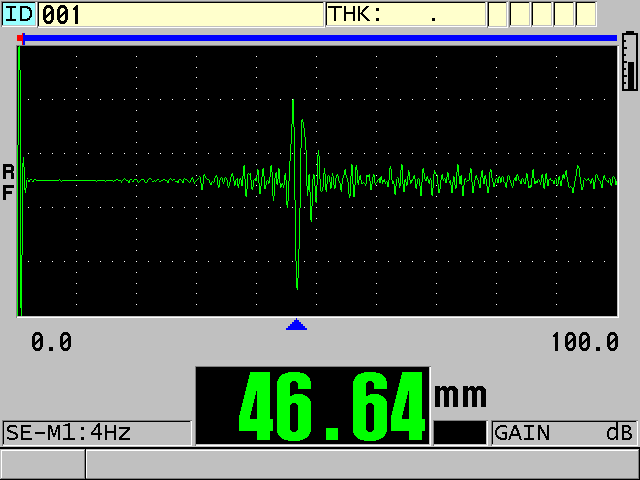
Figura 2. Leitura correta após ajuste do ganho e da inclinação TDG (o eco da parede traseira é exibido claramente).
Detecção de defeitos por ultrassom para inspeção de fundição
Qualquer detector de defeitos da série EPOCH™ (instrumentos EPOCH 650 e EPOCH 6LT) pode ser usado para inspeção de fundição. Os transdutores de elemento duplo, como os da série DHC, com frequências entre 1 MHz e 5 MHz, são comumente utilizados em testes de peças fundidas, tanto para reduzir os reflexos do acoplante preso em superfícies de peças fundidas ásperas quanto para otimizar os reflexos de descontinuidades de formato irregular. Em alguns casos, os transdutores de feixe angular podem ser usados para detecção de trincas. Os sistemas de testes especializados que realizam escaneamento automatizado utilizam transdutores de imersão na mesma faixa de frequência.
Procedimento de detecção de defeitos por ultrassom para fundições
A natureza granular das fundições ferrosas e não ferrosas representa um desafio para a detecção de defeitos por ultrassom devido aos reflexos gerados pelos perímetros dos grãos, com o ruído de dispersão do grão aumentando à medida que o tamanho do grão aumenta. Como nas aplicações de medição de espessura, a superfície áspera normalmente encontrada em fundições de areia prejudica o acoplamento do som e reduz a amplitude do eco. Estes fatores determinam o tamanho mínimo de defeito detectável em qualquer teste. Por esse motivo, é importante prestar atenção na seleção do transdutor e na configuração do aparelho.
O procedimento recomendado é para otimizar a seleção do transdutor e da configuração. Isto é realizado com a ajuda de padrões de referência que representam as amostras das peças que serão inspecionadas com defeitos conhecidos e identificados por meio de testes destrutivos, radiografia ou outras técnicas não ultrassônicas. As indicações destes defeitos conhecidos podem então ser armazenadas e comparadas com as indicações da peça de teste. A filtragem de passagem de banda, conforme encontrada nos detectores de defeitos EPOCH 650 e EPOCH 6LT, é útil para reduzir o ruído de dispersão dos grãos.
As Figuras 3 e 4 mostram um teste típico de porosidade em uma fundição de ferro de 40 mm (1,6 pol.) usando um detector de defeitos EPOCH 650 com um transdutor de elemento duplo DHC709-RM (5 MHz, 12,7 mm [0,5 pol.] de diâmetro). A Figura 3 mostra o eco da parede traseira de uma peça fundida no lado direito da tela, juntamente com o típico ruído da superfície de baixo nível e o ruído do grão ao longo da linha de referência. A Figura 4 mostra uma indicação de um defeito de cavidade, que é facilmente identificável em relação ao ruído de fundo.
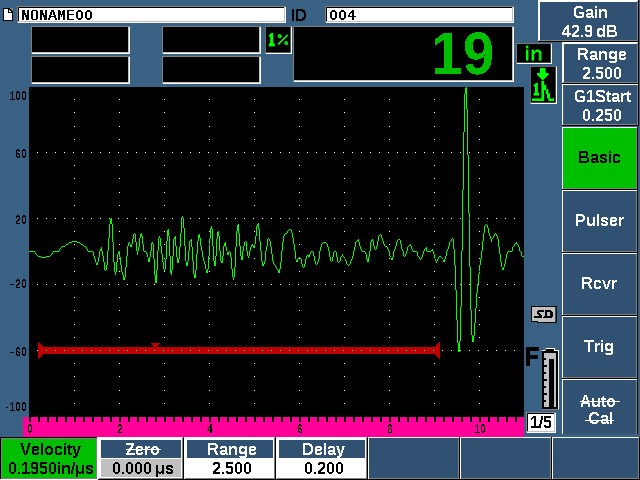
Figura 3. Boa área de fundição.
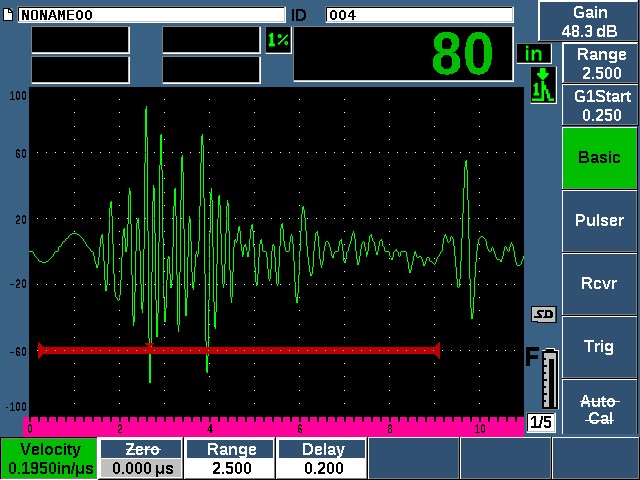
Figura 4. Indicação de porosidade.
Embora a aplicação mais comum da detecção de defeitos em peças fundidas envolva cavidades, porosidade e inclusões, alguns usuários também precisam verificar a presença de trincas ou fraturas. Os testes de trincas sempre devem ser desenvolvidos em relação à geometria específica da fundição, bem como à localização, ao tamanho e à orientação das trincas suspeitas. Além disso, os testes de trincas devem usar padrões de referência adequados que contenham defeitos conhecidos ou induzidos artificialmente. Os transdutores de feixe linear são usados quando a face da trinca é paralela à superfície de acoplamento do transdutor. Os feixes angulares são usados quando a trinca é perpendicular ou inclinada em relação à superfície de acoplamento. Note que, como a velocidade do som é menor em ferro fundido e em fundições não ferrosas, os ângulos refratados reais dos calços projetados para uso em aço serão menores. Esses ângulos devem ser recalculados por meio da lei de Snell sempre que calços de aço convencional forem usados em outros materiais.
Testes de nodularidade de fundições
Nossos medidores de espessura de precisão são recomendados para testes de nodularidade, pois podem fornecer uma leitura direta da velocidade do som com base na espessura da peça inserida. Estes instrumentos incluem o medidor de espessura 72DL PLUS, o 39DL PLUS e o 45MG com software de Elemento Único. O software opcional High Penetration para os medidores 39DL PLUS e 45MG é recomendado se a espessura do metal ultrapassar cerca de 12,5 mm (0,5 pol.) Também pode-se usar qualquer um dos detectores de defeitos da série EPOCH e obter a informação de velocidade através da realização de um procedimento de calibração de velocidade. Leia mais sobre os testes de nodularidade na nossa nota de aplicação, Medição de nodularidade em ferro fundido.




