
Com o lançamento do software MXU 5.10, o detector de defeitos OmniScan™ X3 64 ganha uma nova técnica avançada de inspeção por ultrassom: a formação de imagem de coerência de fase (PCI). Assim que a sua unidade OmniScan X3 64 for atualizada, você poderá começar a aproveitar a PCI para obter imagens do método de foco total (Total Focusing Method, TFM) em tempo real com uma clareza e sensibilidade a pequenos defeitos sem precedentes.
Como a PCI funciona e se diferencia de outras técnicas de ultrassom
A PCI é uma técnica livre de amplitude. O seu processamento de sinal é baseado exclusivamente nas informações de fase dos A-scans elementares usados para gerar a imagem do TFM.
Como funciona:
- Primeiro, os A-scans adquiridos são normalizados.
- Em seguida, a distribuição de fase de cada A-scan é comparada em relação a cada posição na área do TFM.
- Para uma determinada posição, quanto maior for o nível de coerência entre os A-scans, mais forte será a resposta do sinal para aquela posição (com um máximo de 100%).
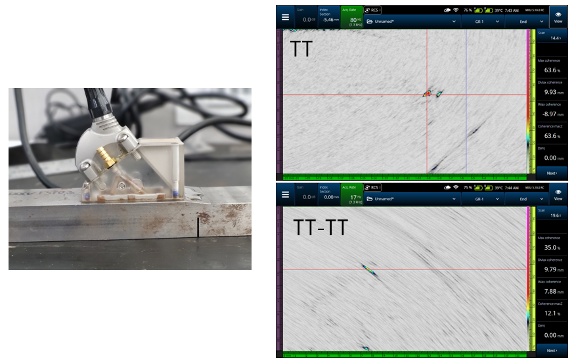
- Os reflexos e difrações dos defeitos geram uma resposta coerente, em comparação com a resposta incoerente dos sinais adquiridos do ruído de fundo de alta frequência. Isso facilita muito a identificação de defeitos, principalmente no caso de defeitos pequenos em materiais ruidosos ou atenuantes.
Durante nossos testes, a PCI provou que fornece resultados excelentes em muitos casos de uso desafiadores, bem como melhores resultados em casos de uso comuns, como inspeções de solda. Conheça a seguir 5 vantagens que tornam essa nova técnica de inspeção tão poderosa.
1. Imagens 2D em tempo real usando informações de fase do sinal
Os usuários de testes de ultrassom (UT) podem estar familiarizados com a utilização das informações de fase do sinal para identificar e dimensionar defeitos usando técnicas como o tempo de voo de onda difratada (Time-of-Flight Diffraction, TOFD). Tais técnicas são eficazes na identificação de defeitos muito pequenos ou que estão orientados de forma que gera uma má resposta com a técnica de Phased Array (PA).
Dito isto, o TOFD tem duas principais desvantagens:
- É impossível localizar um defeito no índice do eixo sem escanear múltiplas posições do índice.
- A amplitude continua sendo necessária para identificar visualmente as mudanças de fase a fim de dimensionar defeitos.
A PCI é uma técnica poderosa para identificar defeitos muito pequenos ou com má orientação, como ataque de hidrogênio a alta temperatura (High-Temperature Hydrogen Attack, HTHA), contudo, ela evita os problemas associados ao TOFD. Uma vez que o TFM adquire dados volumétricos, é possível localizar e dimensionar os defeitos em todas as direções. A imagem final usando o modo de PCI também é completamente independente da amplitude.

Isso facilita a análise, pois elimina a necessidade de escanear múltiplos pontos do índice. Além disso, visto que a PCI no detector de defeitos OmniScan X3 64 gera uma imagem em tempo real, não requer os dados brutos completos para o processamento pós-aquisição.
2. É impossível saturar o sinal
Um dos desafios das técnicas baseadas em amplitude é a saturação do sinal. Apesar das calibrações e ajustes de ganho durante a configuração, ainda é possível que certos refletores saturem o sinal. Isso pode ocorrer devido ao seu tamanho, tipo ou orientação em comparação com uma abertura perfurada lateral (Side-Drilled Hole, SDH) em um bloco de calibração ou outro refletor conhecido.
Uma vez que a PCI é baseada na coerência da variação estatística na fase de cada A-scan elementar, o nível de coerência entre todos os A-scans não pode ser superior a 100%. Mesmo que o sinal dos A-scans elementares esteja saturado, isso não afetará os dados finais da PCI porque somente as informações de fase são consideradas e acessíveis.
Isso facilita e acelera a preparação para inspeções, já que a qualidade do escaneamento é menos sensível à configuração. Após a seleção dos conjuntos de ondas e da configuração da tensão como 160 Vpp (tensão pico a pico), está tudo pronto para começar.
3. Sem necessidade de pré-ajustar o ganho de um refletor conhecido
A PCI é uma técnica totalmente livre de amplitude. Isso significa que a etapa da configuração na qual um refletor conhecido é usado em um bloco de calibração para ajustar o ganho torna-se desnecessária. Ao selecionar o modo de "Coerência de fase" nos parâmetros de configuração do OmniScan X3 64, você verá que o ajuste de ganho estará bloqueado, pois a amplitude não é considerada para os dados finais da PCI.
Com a eliminação da necessidade de ajuste de ganho, o tempo e esforço necessários para criar uma configuração que forneça uma imagem de alta qualidade é super-reduzido. O reajuste de ganho entre escaneamentos com base nos tipos de refletores encontrados também não é mais necessário, reduzindo a necessidade de repetir escaneamentos do TFM para garantir a validade dos dados.
A precisão do dimensionamento de uma configuração da PCI ainda pode ser validada, mas com uma amostra de sulco. Usando o pico da reposta de difração da ponta do sulco, é possível medir a altura do defeito com os cursores.
4. Resultados mais consistentes e dimensionamento mais fácil
Como as configurações da PCI são mais fáceis e mais rápidas de criar com menos parâmetros a serem configurados pelo inspetor, a técnica proporciona uma melhor consistência entre inspeções e diferentes inspetores. Uma vez que é impossível saturar o sinal durante o escaneamento e que o ganho não influencia o sinal, existem menos manipulações que poderiam alterar o resultado durante a análise.
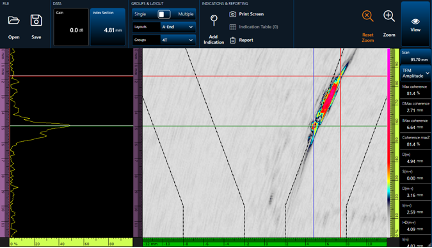
Para dimensionar um defeito, o inspetor somente precisa encontrar os hot spots das difrações da ponta e posicionar o cursor no ponto máximo desses hot spots. As leituras resultantes fornecem o tamanho do defeito e não é necessário fazer ajustes antes de cada dimensionamento. Além de ser fácil, o processo é rápido.
Se a mesma sonda for usada, o tamanho do defeito permanecerá o mesmo em todos os escaneamentos.
5. Necessidade de menos grupos para a mesma cobertura de área
A ferramenta de mapa de influência acústica (Acoustic Influence Map, AIM) no plano de escaneamento continua sendo usada com a PCI. A vantagem da PCI em relação ao TFM convencional é que as variações na amplitude de sinal exibidas pelo AIM são irrelevantes. Nos casos em que o AIM mostrar a distribuição de sinal na peça, a PCI terá bons resultados, mesmo que o retorno da amplitude seja baixo.
Isso é um efeito secundário da natureza livre de amplitude da PCI. É possível avaliar a coerência mesmo que a amplitude seja fraca, pois o sinal é normalizado antes da avaliação da fase. Mais importante ainda, a posição de um defeito dentro da área do TFM terá menos impacto na coerência daquele sinal do que a amplitude.
Ao usar o TFM convencional ou phased array, as difrações da ponta muitas vezes podem ser perdidas no ruído de fundo. Por outro lado, a PCI destaca essas difrações, ressaltando-as mesmo quando elas não seriam evidentes com o TFM convencional ou PA.
Todos esses fatores resultam na necessidade de menos grupos para a mesma cobertura de área.
Uma vez que a PCI não é uma técnica baseada em amplitude, é necessário modificar sua abordagem ao selecionar sua configuração e parâmetros. É diferente de outros métodos de UT que você talvez esteja acostumado a usar. Leia o nosso útil Guia de primeiros passos da formação de imagem de coerência de fase (PCI) para conhecer nossas recomendações de melhores práticas (adicionar link de texto para o site) ou entre em contato com seu representante local da Evident Industrial para agendar uma demonstração.
Conteúdo relacionado
Guia de primeiros passos da formação de imagem de coerência de fase (PCI)
5 armadilhas para evitar na próxima inspeção de método de foco total (TFM)
Mapa de influência acústica do TFM
Entre em contato
