7.4 Fundição
Durante o processo de fundição, uma variedade de descontinuidades internas pode acontecer em metais ferrosos e não ferrosos. Isto inclui vácuos, porosidades, inclusões e rachaduras. Todas essas condições produzem indicações de ultrassom que podem ser identificadas por um operador treinado que utiliza um detector de defeitos por ultrassom com os devidos transdutores.
A natureza granular das fundições ferrosas e não ferrosas representam um desafio para a detecção de defeitos por ultrassom devido aos reflexos gerados pelos perímetros dos grãos em que o ruído da dispersão é diretamente proporcional ao tamanho do grão. Além disso, a superfície áspera encontrada normalmente nas fundições de areia comprometem o acoplamento do som e reduzem a amplitude do eco. Esses fatores determinarão o tamanho mínimo de defeito detectável em qualquer teste dado. Por esse motivo, é importante prestar muita atenção à seleção do transdutor e à configuração do instrumento, incluindo a filtragem de banda do receptor. Frequentemente, os transdutores de elemento duplo com frequência entre 1 MHz e 5 MHz otimizam a resolução do vácuo e da dispersão do ruído. O procedimento recomendado é otimizar a seleção e configuração do transdutor com o auxílio de padrões de referência que representam amostras das peças a serem inspecionadas que contêm defeitos conhecidos que foram identificados por testes destrutivos, radiografia ou outras técnicas não ultrassônicas. As indicações desses defeitos conhecidos podem então ser armazenadas e comparadas com as indicações das amostras.
O exemplo abaixo mostra uma indicação típica de porosidade da parede média em uma fundição de ferro com 30 mm de espessura, detectada com um transdutor de elemento duplo de 2,25 MHz. Um eco aparece na região bloqueada e a amplitude do eco da parede traseira é reduzida.
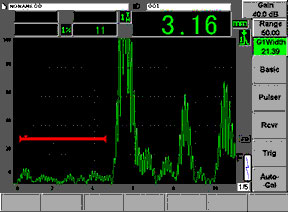 | 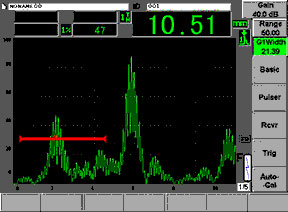 |
| Área boa, somente eco da parede traseira | Indicação de porosidade na porta |
Os procedimentos de teste de trinca devem sempre ser desenvolvidos com relação à geometria específica da fundição e à localização, tamanho e orientação das trincas suspeitas, utilizando padrões de referência apropriados contendo defeitos conhecidos ou induzidos artificialmente. Os transdutores de feixe linear são usados quando a face da trinca é paralela à superfície de acoplamento do transdutor e os feixes angulares são usados quando a trinca é perpendicular ou inclinada em relação à superfície do acoplamento.
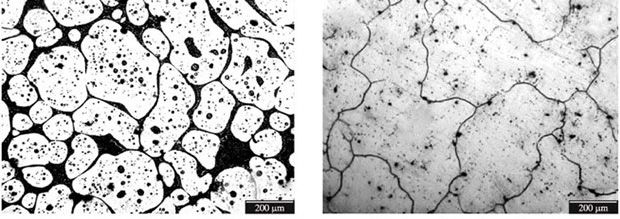
Outra aplicação ultrassônica comum na indústria de fundição é medir a nodularidade (distribuição de grafite) no ferro fundido como uma verificação do processo de fundição. A microestrutura da grafite no ferro fundido produz efeitos importantes nas propriedades mecânicas da fundição. Existe uma relação previsível entre os nódulos e a velocidade do som, e a velocidade do som pode ser medida com detectores de defeitos e com medidores de espessura.
Para mais informações sobre teste de ultrassom em peças fundidas consulte a teste de ultrassom em fundição.