Aplicação
Detecção de vácuos internos ocultos ou bolhas de ar em peças de plástico moldado.
Cenário
As peças de plástico produzidas por moldagem por injeção e processos similares podem conter vácuos internos causados por contração durante o resfriamento ou bolsões de ar presos durante a moldagem. Os vácuos são vistos como frequência em peças com espessura de parede superior a 6 mm (0,25 pol.), mas eles podem ocorrer em paredes mais finas também. Os vácuos internos podem afetar a integridade estrutural de uma peça e causar quebradura, normalmente indicam que o processo precisa ser otimizado.
A detecção de defeitos com ultrassom é um método simples para localização de vácuos internos, não é preciso cortar a amostra ou fazer raios X. As ondas sonoras de alta frequência acopladas à peça através de uma pequena sonda, chamada de transdutor, refletirão os vácuos de forma previsível. As ondas ultrassônicas viajam pelo material até encontrarem um limite, como uma parede distante, mas se existir um vácuo na trajetória do som, elas gerarão um eco adicional onde não deveria existir nenhum. Ao observar o padrão de ecos em uma tela, um operador treinado pode verificar de maneira rápida e confiável a integridade do material.
Equipamento
Qualquer um desses detectores de defeitos da série EPOCH pode ser usado nesse teste, incluindo o EPOCH 600, EPOCH 1000, EPOCH 650 e EPOCH LTC. O tipo de transdutor usado em um teste determinado depende da geometria e da espessura específica da peça, mas os transdutores de contato de diâmetro pequeno e de linha de atraso são usados com mais frequência. Entre eles estão o V110-RM (5 MHz), V112-RM (10 MHz) e V260 Sonopen® (15 MHz, linha de atraso focada).
Procedimento
A detecção de defeitos por ultrassom é um processo comparativo em que o padrão de eco gerado em uma peça sem defeitos é comparado com o eco de uma amostra. Mudanças no padrão do eco indicam alterações na estrutura interna. Nos testes de peças de plástico moldado o operador procura, normalmente, a presença de ecos através uma porta ou janela assinalada que representa o interior da amostra. A presença de reflexões nessa zona indica descontinuidades como vácuo, bolhas ou inclusões.
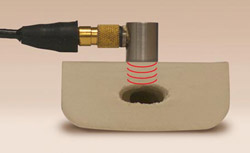
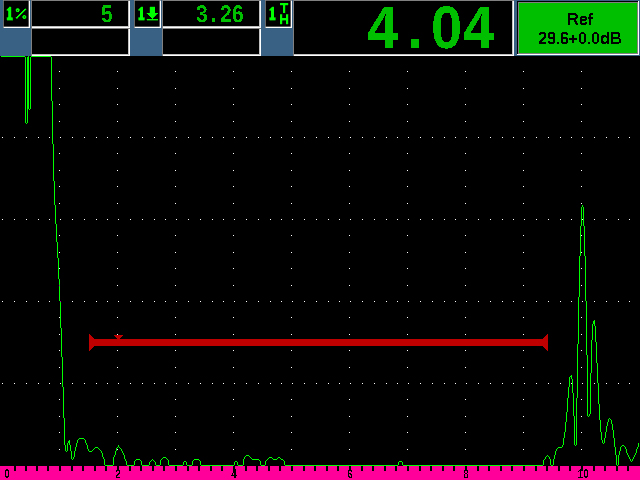
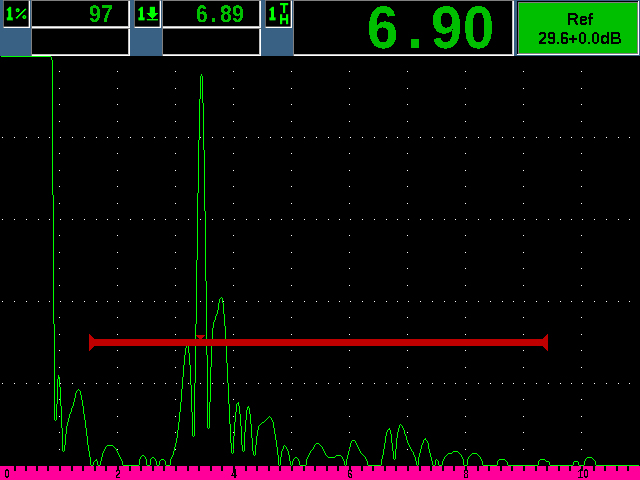
O exemplo abaixo mostra a detecção de um grande vácuo em uma estrutura de plástico moldado com 20 mm de espessura (0,8 pol.) usando o detector de defeitos EPOCH 600 e o transdutor V110-RM (5 MHz). O transdutor está acoplado à parte superior da peça. Em uma peça sem defeitos, o som percorre a superfície inferior e produz reflexos a partir de uma profundidade de 20 mm. Esse é o pico do lado direito da imagem na forma de onda abaixo da primeira imagem. Porém, quando existe um vácuo, ela refletirá o vácuo e criará um pico dentro da área da tela que foi assinalada como porta vermelha, representando o meio da peça. A presença de um eco nesta área indica uma descontinuidade na peça. A inspeção leva apenas alguns segundos por ponto de teste.
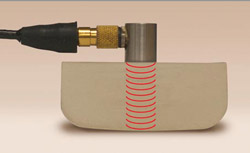 |  |
Indicação típica de uma peça sem defeitos
 |
Indicação típica de defeito, eco na porta vermelha
 |
Testes semelhantes podem ser aplicados à maioria das peças de plástico moldado. Para mais informações, contate a Olymnpus.

