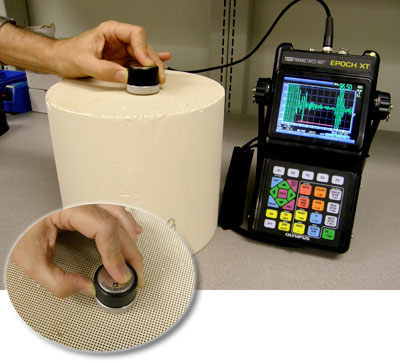
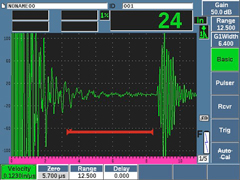
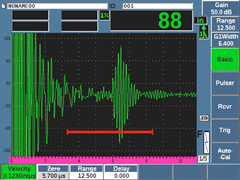
Application In the example below representing a setup with a flaw detector and an A601S-SB transducer, the left screen image represents a typical echo pattern from an undamaged filter. The peaks at the left side of that waveform represent reverberations of the outgoing sound pulse, and the echo at the right side represents the reflection from the far end. There should be no significant echoes in the zone in the middle that is marked by the red gate. The right screen image represents an echo pattern from a filter that is cracked just past its midpoint. The backwall echo to the right of the gate has disappeared because sound energy is no longer reflecting from the far wall. The transducer can be moved to as many points as desired on the face of the filter to check for cracks at other locations.
The specific instrument setup for each type of filter should be established through the use of a known good setup standard that is used to optimize the echo from the far end. By identifying the echo pattern from a good filter and looking for changes, a trained operator can quickly and reliably identify echo variations that correspond to internal cracks. Phased Array Testing
Phased Array can offer cross-sectional imaging of filters from either sectorial or linear scans. This can aid operator visualization of flaws. Automated testing has also been implemented using larger array probes and specialized fixturing. |
Ресурсы
Application Notes
Назад к ресурсам




Cracking in Ceramic Diesel Particulate Filters

Продукты, используемые для этой цели
OmniScan PA используется для ручного и автоматизированного контроля фазированными решетками. Дефектоскоп поддерживает A-скан, B-скан, S-скан и C-скан развертки, а также предоставляет возможность обработки данных в режиме реального времени. Доступные конфигурации: 16:128 элементов, а также 16:16M, 16:64M, 32:32 и 32:128
Одногруппный, легкий OmniScan SX оснащен 8.4-дюймовым (21,3 см) сенсорным экраном, легко читаемым в любой рабочей среде, и является простым и экономически выгодным решением. OmniScan SX доступен в двух конфигурациях: SX PA и SX UT. SX PA – это ФР-модуль 16:64PR, который, аналогично УЗ-модулю SX UT, оснащен традиционным каналом УЗ (UT) для контроля в режимах И-Э (импульс-эхо), РС (раздельно-совмещенный) или TOFD (дифракционно-временной метод контроля).
Дефектоскоп серии OmniScan™ X3 представляют собой полностью укомплектованное решение
УЗК ФР. Инновационный TFM и расширенные возможности фазированной решетки позволяют
с уверенностью выявлять любые дефекты, тогда как мощные программные средства и
простые рабочие процессы улучшают производительность.
EPOCH 650 представляет собой традиционный ультразвуковой дефектоскоп с отличными
рабочими характеристиками и удобством в эксплуатации, для решения самых
разнообразных задач контроля. Этот надежный прибор с интуитивным управлением
является продолжением популярного ультразвукового многофункционального
дефектоскопа EPOCH 600.
К сожалению, эта страница недоступна в вашей стране.
Let us know what you're looking for by filling out the form below.