Контроль тяжелых стальных поковок
Описание
Контроль тяжелых стальных поковок
Ковка – процесс, используемый для производства металлических компонентов повышенной прочности, таких как валы турбогенераторов и крупные диски. При горячей ковке, металлы нагревают и с помощью молота или кувалды придают им нужную форму. Ковка позволяет получать более прочные детали, нежели при литье или штамповке.
В процессе ковки часто возникают такие дефекты, как инородные включения и пористость. Данные дефекты могут быть расположены по всему объему изделия и должны быть выявлены и измерены для обеспечения высокого качества продукции.
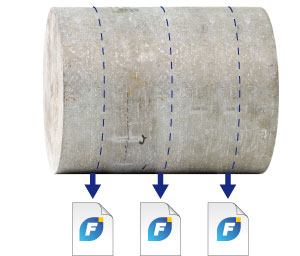
Естественные дефектыИнородные включения и пустоты могут быть расположены по всему объему металла, от приповерхностного слоя вглубь материала. Данные дефекты должны быть выявлены и измерены, вне зависимости от их расположения в объекте. |  |
  |
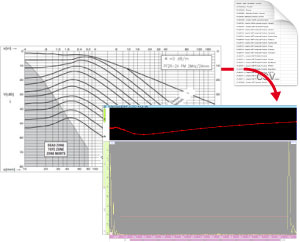
Распространение УЗ-лучей и соответствующая АРД-диаграмма. Опорная точка калибровкиСистемы контроля поковок обычно калибруются с помощью донного эхо-сигнала. АРД-диаграмма (амплитуда-расстояние-диаметр) генерируется на основе эквивалентного размера отражателя (ERS). Данную кривую АРД можно конвертировать в кривую ВРЧ (временная регулировка чувствительности) для упрощенной идентификации дефектов и повышения эффективности оператора. |
Техника контроля
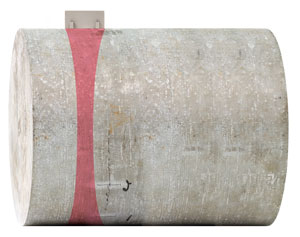
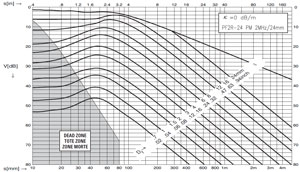
Объемный контроль Объемный контроль выполняется с помощью ФР-преобразователя, генерирующего продольные волны под разными углами. Дополнительно используются традиционные УЗ-ПЭП для генерации поперечных волн под большим углом. | Контроль приповерхностного слоя Контроль приповерхностных дефектов выполняется с использованием раздельно-совмещенного УЗ-ПЭП, который минимизирует приповерхностную «мертвую зону». |
 |  |
Решение
Высокоэффективное решение
Контрольно-измерительный прибор ФР и УЗFOCUS PX использует последние разработки Olympus в области фазированных решеток для обеспечения беспрецедентного отношения сигнал-шум (ОСШ). Четыре дополнительных специальных УЗ-канала обеспечивают гибкость конфигурации при контроле тяжелых стальных поковок.
|  | ||
Специализированные ФР-ПЭП и призмаФР-преобразователь Olympus, специально предназначенный для контроля качества тяжелых поковок, обеспечивает улучшенное ОСШ (по сравнению с конкурентными ПЭП) и позволяет выполнять сканирование под разными углами. Специальная низкопрофильная призма доступна по заказу клиента для оптимизации акустического контакта.
|
ФР-ПЭП (2 МГц), специально предназначенный для оптимизации ОСШ |

Мощное программное обеспечение
Программное обеспечение FocusPC включает широкий набор специальных функций для контроля качества поковок, с использованием всех преимуществ высокотехнологичного FOCUS PX.
Непрерывный контроль Файлы данных генерируются во время контроля, что позволяет выполнять непрерывное сканирование очень крупных объектов. | Контроль ВРЧ Импортируйте кривые ВРЧ на базе АРД-диаграмм для быстрой идентификации дефекта и повышения эффективности оператора. |
FocusPC: Функция непрерывного контроля |
FocusPC: Функция импорта кривой ВРЧ |