9.5 Контроль при высоких температурах


В большинстве случаев, ультразвуковой контроль осуществляется при нормальной температуре материала и окружающей среды. Тем не менее, возникают ситуации, в которых необходимо проводить контроль горячих материалов. Такая необходимость возникает в обрабатывающей промышленности, когда контроль металлических труб или резервуаров проводится без вывода их из эксплуатации. Традиционные ультразвуковые преобразователи работают при температуре примерно до 50° C. При более высоких температурах, преобразователи могут выйти из строя по причине внутренних нарушений, вызванных тепловым расширением. Поэтому, если температура исследуемого материала выше 50° C, следует использовать высокотемпературные преобразователи и специальные технологии контроля.
Преобразователи и призмы
Что касается контроля прямым ПЭП, высокотемпературные раздельно-совмещенные преобразователи наиболее часто используются для коррозионного мониторинга. Эти высокотемпературные преобразователи также могут использоваться для контроля (прямым лучом) пластин и прутков и выявления ламинарных дефектов в резервуарах и трубах. В случае контроля маленьких или тонких объектов, используются специальные высокотемпературные преобразователи с линией задержки.
Для контроля наклонными ПЭП доступны высокотемпературные призмы. Эти призмы используются со стандартными преобразователями для обеспечения теплоизоляции. Важно отметить, что скорость звука в материале высокотемпературной призмы уменьшается по мере ее нагревания; следовательно, угол ввода луча в металлах увеличивается по мере нагревания призмы. Если данная характеристика может повлиять на выполнение контроля, угол ввода луча должен быть проверен при фактической рабочей температуре. На практике, изменения температуры во время контроля часто усложняют точное определение угла ввода луча.
Свойства материала
Скорость звука в материале изменяется вместе с температурой: чем выше температура материала, тем ниже скорость звука. В стали, скорость звука изменяется примерно на 1% при изменении температуры на 55° C. (Точное значение зависит от сплава.) В пластмассе и других полимерах, это значение еще больше, и может достичь 50% при изменении температуры на 55° C до температуры плавления. Если график зависимости температура/скорость звука для конкретного материала не доступен, необходимо выполнить калибровку скорости звука в образце при реальной температуре контроля.
Аналогичным образом, затухание звука в материале увеличивается вместе с температурой. В сплавах углеродистой стали мелкозернистой структуры, затухание 5 МГц увеличивается более, чем на 12 дБ каждые 100 мм пути УЗ (или пути УЗ туда-обратно, 50 мм в каждом направлении) между комнатной температурой и 500° C. В данном случае, может потребоваться достаточно большое усиление во время выполнения контроля на длинных УЗ-путях при высокой температуре. Также, может потребоваться настройка кривых DAC (расстояния/амплитуды) или ВРЧ (временная регулировка чувствительности), построенных при комнатной температуре. Данный эффект более выражен в пластмассовых изделиях, чем в металлах и керамике.
На примере ниже показаны изменения скорости звука/времени пролета и затухания при нагреве стального образца толщиной 12,5 мм до 300° C. Время прохождения импульса увеличивается от 4,37 мкс до 4,59 мкс; также требуется усиление 18,2 дБ для выравнивания амплитуды эхо-сигнала. Если оператор заново не откалибрует скорость звука для высоконагретых объектов, изменение времени прохождения импульса может представить ошибку измерения в +5% или 0,63 мм.
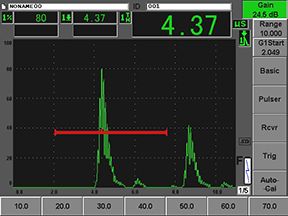 | 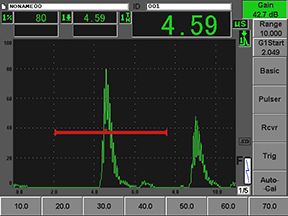 |
| Комнатная температура, усиление 24,5 дБ | 300° C, усиление 42,7 дБ |
Контактные жидкости
Большинство стандартных контактных жидкостей, таких как пропиленгликоль, глицерин и ультразвуковые гели, быстро испаряются на поверхностях, температура которых превышает 100° C. Следовательно, для контроля высокотемпературных объектов требуются специальные контактные жидкости, которые будут оставаться в состоянии жидкости или геля и при этом не будут испаряться, сгорать или выделять ядовитые газы. Такие контактные жидкости доступны в продаже.
Рабочий цикл
Все стандартные высокотемпературные преобразователи и призмы имеют свой рабочий цикл. Несмотря на то, что линия задержки изолирует внутреннюю часть преобразователя, длительный контакт с горячей поверхностью может привести к значительному теплообразованию и, как следствие, повреждению ПЭП, если его внутренняя температура поднимется достаточно высоко. Поверхностный контакт должен быть минимален (насколько это возможно) и сопровождаться последующим охлаждением. Отношение между временем контакта и временем охлаждения становится еще более критичным на верхней границе установленного температурного диапазона отдельного преобразователя. Как правило, если корпус преобразователя нагрелся настолько, что сложно удерживать его в руках, значит внутренняя температура ПЭП достигла опасного предела; преобразователь следует охладить перед дальнейшим использованием.
Подробнее об особенностях контроля высоконагретых объектов см. в разделе Ультразвуковой контроль высоконагретых поверхностей.