Практическое применение технологии фазированных решеток
Ультразвуковые системы с фазированными решетками могут использоваться почти в любом виде контроля, где задействованы традиционные ультразвуковые дефектоскопы. УЗК ФР чаще всего применяется для контроля сварных соединений, выявления трещин и коррозионного мониторинга. Данная технология применяется в самых разных отраслях промышленности: аэрокосмической, энергетической, нефтехимической, в производстве непрерывнолитых металлических заготовок и трубной арматуры, в строительстве и обслуживании нефтепроводов и металлических конструкций. Фазированные решетки также используются для получения профиля остаточной толщины стенок при контроле коррозии.
Контроль сварных соединений с применением фазированных решеток
Контроль сварных соединений методом УЗК ФР является неотъемлемой частью обеспечения качества при строительстве и техническом обслуживании труб и другой промышленной инфраструктуры в различных отраслях промышленности. УЗК ФР контроль используется для проверки целостности сварных швов в компонентах. УЗК ФР контроль сварных соединений обычно проводится перед вводом компонентов в эксплуатацию или в рамках регулярного технического обслуживания. В случае выявления любых нарушений качества сварного шва, их можно устранить до возникновения каких-либо потенциальных проблем. Наиболее часто встречающиеся дефекты в сварных швах: трещины, включения и пористость.
Коррозионный мониторинг с использованием технологии ФР
Технология фазированных решеток позволяет быстро и эффективно выполнять коррозионный мониторинг. Коррозионный мониторинг методом УЗК ФР используется для выявления утонения стенок труб в результате коррозии, абразивного износа и эрозии. Его также можно использовать для выявления повреждений внутри стенки (н-р, водородное вспучивание или расслоения при производстве).
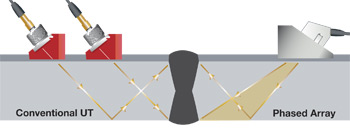
Преимущества технологии фазированных решеток перед традиционным ультразвуком
Главное преимущество технологии ФР перед традиционным УЗК заключается в том, что управление лучом и его фокусировка осуществляется с помощью одного преобразователя с множеством элементов. Управление лучом, или секторное сканирование, используется для картографирования объектов под определенными углами. Это значительно упрощает контроль объектов со сложной геометрией. Маленькая контактная поверхность преобразователя и возможность сканирования без передвижения ПЭП упрощает контроль труднодоступных объектов. Для контроля качества сварных швов обычно применяется секторное сканирование. Возможность сканирования под разными углами без передвижения ПФР повышает вероятность обнаружения аномалий в сварных швах. Электронное фокусирование позволяет оптимизировать форму и размер луча в конкретной точке. Способность фокусировки на разных глубинах увеличивает точность измерения критических дефектов для объемного контроля. Фокусировка значительно улучшает отношение сигнал-шум в сложных ситуациях. С-сканы отображаются намного быстрее благодаря электронному сканированию группами элементов.
К потенциальным недостаткам фазированных решеток можно отнести относительно высокую стоимость и необходимость проведения контроля квалифицированным оператором. Однако эти затраты компенсируются большой гибкостью оборудования и значительной экономией времени контроля.