Содержимое комплекта может варьироваться в зависимости от страны. Свяжитесь с представителем Olympus для получения дополнительной информации.
Описание
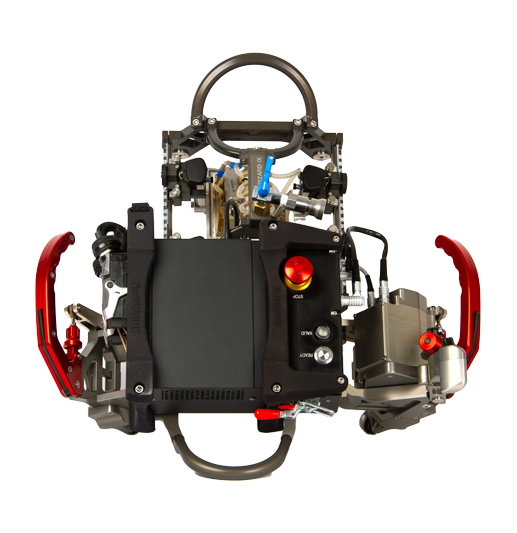
Система контроля кольцевых сварных соединений
PipeWIZARD — автоматизированная система контроля кольцевых сварных швов с использованием технологии фазированных решеток и традиционного УЗК. Специально спроектирована для контроля сварных швов в экстремальных экологических условиях, на суше и в море.
Трубопроводы выполняют очень важную функцию в промышленном производстве по всему миру. Они используются для транспортировки больших объемов газа, нефти, воды и различных химических веществ. Кольцевые сварные швы выполняются непосредственно на местах с использованием автоматических сварочных систем. Сварные швы — это самое слабое место в технологическом цикле строительства трубопроводов. Именно здесь чаще всего возникают дефекты. Швы подвергаются неразрушающему контролю, затем на них наносится специальное покрытие, после чего трубы либо закапываются в землю, либо укладываются на морское дно. С учетом высоких требований, выдвигаемых технологией строительства, очень важное значение имеет оперативное обнаружение и анализ дефектов сварных швов.
Автоматизированный ультразвуковой контроль (АУЗК)
В последнее время по всему миру автоматизированный ультразвуковой контроль (АУЗК) вытесняет радиографический метод для контроля сварных швов трубопроводов. Радиографический контроль (РК) имеет серьезные ограничения в применении: низкое качество обнаружения планарных дефектов, отсутствие возможности измерения дефектов по вертикали. В дополнение к этому, вызывают опасение вопросы безопасности и влияния на экологию.
Преимущества АУЗК:
- Отсутствие радиационной опасности, отказ от использования химических веществ, нет необходимости в получении лицензии
- Очень малая продолжительность цикла проверки, и как следствие, высокая производительность контроля
- Улучшенное качество обнаружения и высокая точность измерения дефектов приводят к снижению количества брака
- Использование метода инженерной оценки критичности дефекта (ECA), а также возможность измерения высоты и глубины дефекта позволяют еще больше сократить процент брака
- Анализ в режиме реального времени благодаря интеллектуальному выводу информации на дисплей
- Поддержка работы с электронными данными и отчетами о результатах контроля
- Улучшенное качество контроля процесса сварки также помогает снизить процент брака
Технология фазированных решеток
В системах АУЗК предыдущего поколения использовались системы с многочисленными стандартными ультразвуковыми ПЭП. Десять лет назад появились первые системы с фазированными решетками. Технология фазированных решеток предполагает электронное формирование луча для генерации и получения ультразвукового сигнала. Каждый элемент решетки возбуждается отдельно, и к нему применяется индивидуальное значение задержки, что позволяет использовать множество углов наклона лучей и различные фокусные расстояния.
Технология фазированных решеток имеет немало преимуществ перед традиционными системами с многочисленными ПЭП:
- Как правило, два ФР-преобразователя заменяют более чем 24 традиционных УЗ-ПЭП
- Настройки ФР выполняются путем загрузки файла, без регулировки положения каждого отдельного ПЭП.
- Лучи ФР (угол, фокус, УЗ-путь, ширина луча) оптимизируются путем установки соответствующих программных параметров, что существенно повышает точность измерения.
- Система с фазированными решетками содержит примерно на 80 % меньше подвижных компонентов по сравнению со стандартной системой контроля, что обеспечивает высокую надежность и качество сканирования.
- Сканер на фазированных решетках существенно меньше и легче традиционного сканера, что делает его удобным в использовании и требует меньшей зоны зачистки с каждой стороны сварного шва.
- Системы ФР используются для контроля сварных швов практически любой конфигурации, тогда как применение традиционных систем ограничено толщиной стенки и диаметром трубы.
- Электронное ФР-сканирование позволяет проводить контроль с учетом пользовательских требований, включая многоракурсный дифракционно-временной контроль (TOFD), усовершенствованную обработку изображения и детальный контроль.
| Фазированные решетки:
Полный охват поверхности при использовании двух ПЭП
ФР позволяют охватить всю зону сварного шва (по обе стороны) при использовании одного ПЭП. | Традиционный УЗК:
Полный охват поверхности при использовании > 24 ПЭП
|

Соответствие стандартам
В 1998 г. Американское общество по испытанию материалов (ASTM) опубликовало стандарт E-1961-98 (повторно утвержден в 2003 г.), который регулирует основные аспекты автоматического ультразвукового контроля кольцевых сварных швов — разбиение на зоны, оперативная обработка данных, специализированные калибровочные образцы и процедуры настройки. Стандарт E-1961 относится к инженерной оценке критичности дефекта. В 1999 г. Американский институт нефти (API) опубликовал 19-е издание стандарта API 1104 о применении АУЗК и радиографии при контроле кольцевых сварных швов.
PipeWIZARD позволяет выполнять контроль на соответствие требованиям стандарта ASTM E-1961 и, косвенно, на соответствие стандарту API 1104. Также выполняется контроль на соответствие морскому стандарту DNV-OS-F101 по АУЗК.
Компании могут ужесточить требования в качеству для получения еще более точных результатов и более высокого разрешения.
Преимущества PipeWIZARD
Система PipeWIZARD специально разработана для работы в экстремальных условиях: от холодных сибирских регионов до жарких пустынь Ближнего Востока; она выдерживает сильную влажность, высокое содержание соли и засушливые условия. Помимо этого, были проведены различные испытания на устойчивость системы PipeWIZARD к вибрациям, ударам и электромагнитным помехам.
PipeWIZARD поддерживает все конфигурации кольцевых сварных соединений:
- Типы профилей сварных швов: CRC-Evans, J-образная разделка, V- образная разделка, двойные V-образные и X- образные швы и т.д
- Стандартная толщина стенок: от 6 мм до 35 мм и более;
Возможны опции для более толстых труб. - Типичный диаметр труб: от 6 до 56 дюймов.
Возможны опции для труб меньшего диаметра. - Материал труб: от стандартных углеродистых сталей до более сложных конфигураций, таких как Inconel, плакированные трубы, бесшовные трубы с варьируемой толщиной стенок и т.д.
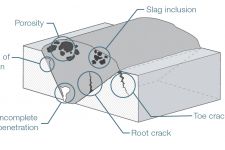
К основным обнаруживаемым дефектам относятся непровары, неполное проплавление, наличие пор, прожоги, подрез зоны сплавления, геометрическое несоответствие, трещиноватость, наплывы, посторонние включения.
Продолжительность цикла измерения колеблется от 2 до 6 минут, в зависимости от типа сварного шва, диаметра трубы, расположения шва и внешних условий.
Использование систем PipeWIZARD
- Системы ФР-контроля PipeWIZARD используются в масштабных проектах берегового и морского строительства трубопроводов по всему миру.
- С использованием систем PipeWIZARD в общей сложности было проверено более миллиона сварных швов.
- Крупные нефтегазовые компании уже квалифицировали системы PipeWIZARD для проектов строительства трубопроводов:
- Exxon Mobil
- Shell
- ИТОГО
- BP
- Chevron
- Eni
- Petrobras
- Gazprom
- Сотни операторов по всему миру уже прошли курс обучения по использованию систем PipeWIZARD.
 Методика контроля с разбиением на зоны
Методика контроля с разбиением на зоны
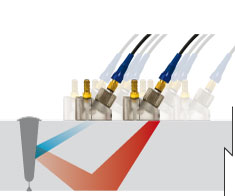
Основным методом, используемым с системой PipeWIZARD, является методика разбиения на зоны, где каждая отдельная зона сварного шва сканируется определенным ультразвуковым лучом.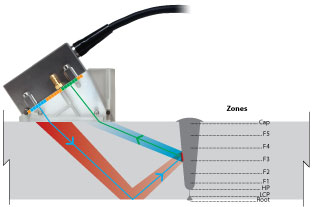 Высота зоны приблизительно равна одному сварочному проходу.
Высота зоны приблизительно равна одному сварочному проходу.
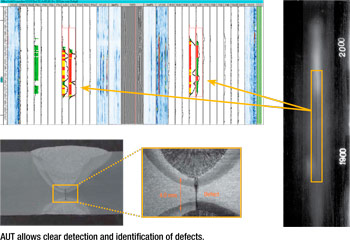
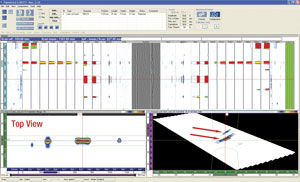
Два ФР-преобразователя, по одному с каждой стороны сварного соединения, обеспечивают полный охват зоны разделки и всего объема шва. В зависимости от зоны контроля используются конфигурации импульс-эхо и прием-передача (раздельно-совмещ.). Эти ФР-каналы отображаются в виде линейной диаграммы.
Еще одна технология, которая применяется для обнаружения и измерения мелких или дезориентированных дефектов, — это дифракция времени пролета (TOFD). Метод TOFD также используется для подтверждения показателей, отображаемых на ленточной диаграмме. Данные TOFD можно получить с помощью ФР-преобразователей или профильных УЗ-ПЭП.
Для обнаружения поперечных дефектов шва может использоваться дополнительный поперечный модуль с четырьмя профильными УЗ-ПЭП.
 На дисплей выводятся отдельные каналы для контроля акустического контакта каждого ПФР во время сканирования сварного шва и калибровочного образца.
На дисплей выводятся отдельные каналы для контроля акустического контакта каждого ПФР во время сканирования сварного шва и калибровочного образца.
Для каждой конфигурации шва требуется отдельный калибровочный образец, параметры которого (диаметр, толщина и материал) совпадают с параметрами контролируемых труб. На образцы механически наносятся специальные риски, представляющие типичные дефекты, которые могут возникнуть в процессе сварки. Калибровка всех лучей выполняется в соответствии с процедурой контроля.
Удобное в использовании ПО
Программное обеспечение PipeWIZARD V4 разработано на базе надежного и проверенного временем TomoView (ПО для сбора и анализа данных). ПО предоставляет возможность автоматического создания настройки, упрощает создание отчетов, содержит различные инструменты анализа данных (включая 2D-изображение) и предлагает расширенные возможности контроля сварных швов. ПО PipeWIZARD V4 разработано с учетом простоты использования, гибкости и масштабируемости, что требуется в сложных конфигурациях контроля. Пользовательский интерфейс легок в освоении и использовании, и обеспечивает высокую эффективность работы в поле; операторы систем АУЗК могут работать с PWZ V4 после минимального обучения.
Программное обеспечение PipeWIZARD V4 разработано на базе платформы TomoView, которая постоянно совершенствуется. Это также означает, что обновления могут быть легко реализованы даже в полевых условиях.
Автоматическое создание настроек
Оператор может создавать настройки в режиме оффлайн, т.е. независимо от работы прибора. Всего за несколько минут файл настроек можно сохранить и отправить в любую точку мира по электронной почте. После этого оператору на объекте останется только выполнить калибровку системы.
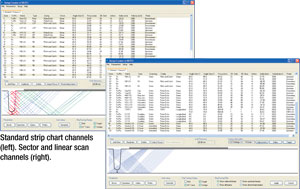
В дополнение к обычным каналам ленточной диаграммы и B-скану с одним законом фокусировки (TOFD, объемный и корневой контроль), в настройках теперь могут присутствовать каналы секторного и линейного сканирования. Эта новая возможность дает потенциал для улучшения качества обнаружения дефектов и измерения их размеров с большим запасом по сравнению с любыми требованиями стандарта по зональному разделению.
 Калибровка и контроль
Калибровка и контроль
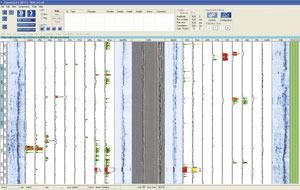
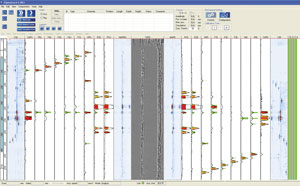
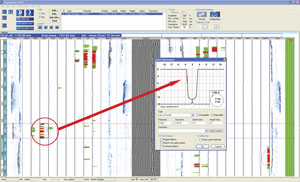
Во время процедуры контроля полученные данные отображаются в режиме реального времени. Наименование файлов данных выполняется автоматически.
Модуль сбора данных TomoScan FOCUS LT, используемый в PipeWIZARD V4, демонстрирует более высокую пропускную способность в сравнении с предыдущими модулями сбора данных (4 МБ/с против 0,7 МБ/с). Это позволяет выполнить полный сбор данных сжатых A-сканов; кроме того, становится возможным одновременное исполнение нескольких настроек, а скорость сканирования увеличивается до 100 мм/с.
 Быстрый и подробный анализ
Быстрый и подробный анализ
Программное обеспечение PipeWIZARD позволяет использовать фактически неограниченное количество каналов в 10 различных компоновках. Программа дает возможность автоматической интерпретации данных путем отображения положения дефекта на профиле разделки, а также его углового положения.
Для определения размера и положения дефектов доступны различные инструменты анализа:
- Сдвоенный строб для ленточной диаграммы
- Наложение сварного шва на секторном и линейном сканировании (см. ниже)
- Функция масштабирования
 Отображение сопряжений
Отображение сопряжений
- Пользовательские режимы просмотра
- Автоматическое измерение
- Совокупное измерение дефектов
- Функция объединения C-сканов
- Настраиваемая цветовая палитра
Автоматическое создание отчетов
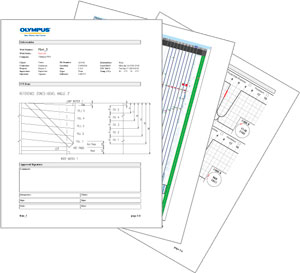
Программное обеспечение PipeWIZARD предоставляет возможность автоматического создания отчетов. Параметры отчета могут быть настроены пользователем. Среди возможных параметров: название проекта, дата и время сканирования, ID сварного шва, имя оператора, области сканирования, изображение сварного шва с информацией о сканируемых зонах, таблица дефектов с указанием ID, длины, высоты и положения на сварном шве, состояние сварного шва, комментарии оператора.
Удобство хранения данных
Все файлы данных могут быть сохранены на внешнем жестком диске или архивированы на CD/DVD-диске для дальнейшего использования. Возможность автоматического создания резервных копий обеспечивает максимальную безопасность данных. Кроме того, файлы данных можно легко отправлять через интернет.
PipeWIZARD VIEWER
PipeWIZARD VIEWER™ – это бесплатное программное обеспечение для просмотра данных ФР- и УЗ- контроля. Программа позволяет загружать файлы данных, созданные в ПО PipeWIZARD V4. Данное приложение позволяет третьим лицам или конечным пользователям просматривать результаты сканирования ПО PipeWIZARD VIEWER совместимо с Microsoft Windows XP Pro (SP2), Microsoft Windows Vista и Microsoft Windows 7.
Расширенные возможности применения
Система PipeWIZARD является универсальной и позволяет выполнять контроль разных конфигураций сварного шва.
Плакированные трубы: система PipeWIZARD прошла квалификационные испытания для использования в проектах, в которых применяются плакированные трубы. Применяются специальные методики контроля с использованием продольных волн и расширенных возможностей ПО.
Бесшовные трубы: разработана и испытана уникальная методика контроля для ПО PipeWIZARD, которая позволяет выполнять контроль сварных швов при больших колебаниях толщины стенки трубы.
Толстые трубы: система PipeWIZARD может быть сконфигурирована для контроля сварных швов на толстых трубах с использованием различных ПЭП и призм.
Приложения
 | Complete Girth Weld Inspection SystemThe PipeWIZARD iX girth weld inspection system is built for demanding and extreme conditions, from cold subarctic regions to hot deserts. Detecting defects including lack of fusion, incomplete penetration, porosity, burn through, undercut, hi-low, crack, cold lap, inclusion, etc. the PipeWIZARD iX system adapts to all circumferential weld configurations: Any weld profile type, including J-bevel, V-bevel, double V, X, etc. Pipe wall thicknesses typically from 6 mm (0.25 in.) to more than 35 mm (1.4 in.); options are available for thicker pipes. Pipe diameters from 168 mm (6.625 in.) to 1524 mm (60 in.). Pipe materials from standard carbon-steel to more complex configurations, including Inconel, and cladded pipe. |
Automated Ultrasonic Testing (AUT)For pipeline girth weld inspection, automated ultrasonic testing (AUT) is the replacement of choice for traditional radiography. Some clear advantages of AUT over radiography:
|  |
Multitechnology Inspection CapabilitiesLeverage the versatile advanced phased array and conventional ultrasonic technology of the PipeWIZARD iX system:
|
Code Compliance for Girth Weld AUT InspectionsConfidently validate girth welds according to international standards and regulations governing both the offshore and onshore pipeline industry. The PipeWIZARD iX system enables you to perform AUT inspections that comply with the following codes:
When your company’s specifications demand it, you can increase the accuracy of your flaw sizing and achieve a level of resolution that exceeds these code requirements. |  |
Характеристики
Key Features of the PipeWIZARD iX System
|
Технические характеристики
PipeWIZARD iX System
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||
| ||||||||
Ресурсы
Инструкция по применениюВидеоУчебные материалыОзнакомительный курсВопросы и ответыРуководства |