解决风力涡轮机叶片检测中的难题
奥林巴斯风力涡轮机叶片检测解决方案可以检测叶片的翼梁罩与抗剪腹板的粘接情况;这类部件由较厚的、衰减性较强的材料制成,如:碳纤维增强塑料(CFRP)和玻璃纤维增强塑料(GFRP)。这种相控阵探头解决方案,与传统超声检测(UT)技术相比,可以覆盖更宽的扫查范围,而且具有以下优势特性,因此可以更轻松地完成这类具有挑战性的检测:
- 提高了扫查速度
- 增加了数据点的密度
- 可靠的数据
- 完整直观的图像
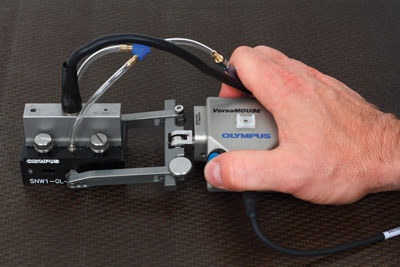
套装中有两种相控阵探头:0.5 MHz和1 MHz的探头。可以选择用于扫查较厚样件的两个半接触式探头架的一个,或者选择用于提高近表面分辨率的两个Aqualene延迟块探头架的一个,完成检测。这两种探头架经过配置,可以使探头在叶片的纵向或横向上进行扫查。套装的其他优势特性如下: - 达96毫米的声束覆盖宽度
- 重量很轻的塑料结构
- 数据归档
- A-S-C扫描视图
- 与大多数OmniScan仪器相兼容
|  | 用于风力涡轮机叶片检测的相控阵探头系统 |
|
用于翼梁罩检测的直观的成像功能
监控翼梁罩的完整性非常重要。制造商需要快速调整生产参数,以确保玻璃纤维或碳纤维材料的质量。
奥林巴斯的相控阵探伤仪提供一种直观的成像功能,可使检测人员更方便地探测到以下缺陷:
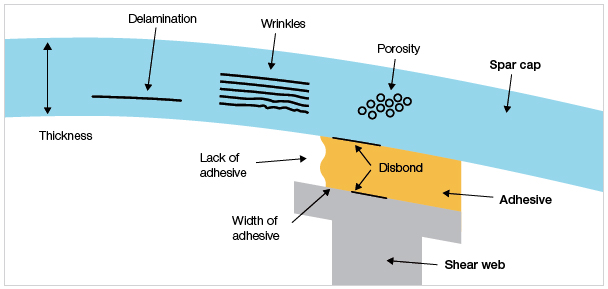 |
相控阵超声技术可以探测到的典型缺陷类型 |
快速可靠地检测抗剪腹板的粘接情况
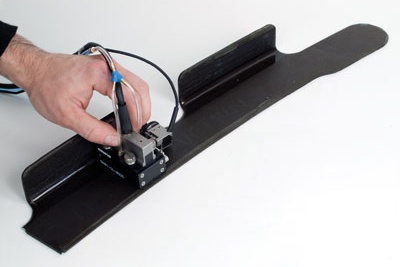
为了确保叶片具有长期可靠的操作性能,对其抗剪腹板粘接情况的检测非常关键。这种相控阵探头解决方案可以使探头在叶片的长度或宽度两个方向上完成扫查:使用Mini-Wheel(袖珍轮)编码器,可以进行手动单行编码扫查;使用GLIDER(滑动式)扫查器,可以进行双轴半自动编码扫查。
在扫查过程中,可以为被检区域生成直观的C扫描图像。在C扫描图像中,不同信号波幅由不同的颜色表示。
这种解决方案可以更方便地辨别粘接质量,并测量粘接区域的宽度。如果粘接质量良好,在粘接区域中传播的超声波就会穿过胶粘剂,并散射到抗剪腹板中,这样就会在粘接界面处获得较弱的回波(C扫描中以蓝色或黄色表示较弱的信号)。在某些应用中,可以使用相应的A扫描测量胶粘剂的厚度。
C扫描视图用于轻松辨别粘接质量,并测量粘接区域的宽度。 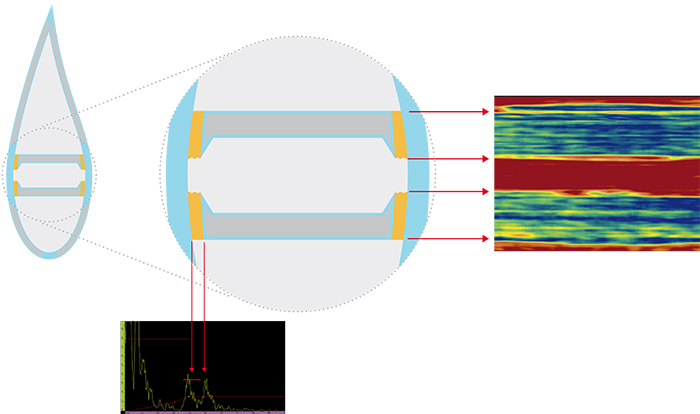 |
在这个示例中,A扫描可以用于测量胶粘剂的厚度。 |
采集性能
OmniScan探伤仪更适用于制造和在役维护过程中的手动和半自动检测,而FOCUS PX采集设备可以作为自行定制的自动检测系统的组成部分,在制造过程中完成检测。
 |
使用72英寸长的GLIDER(滑动式)扫查器和OmniScan探伤仪进行半自动检测 |
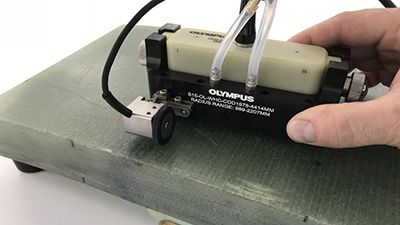
对于传统超声检测(UT)应用来说,我们还提供几种探头托架,可使M2008探头与Glider(滑动式)扫查器或Mini-Wheel(袖珍轮)编码器配套使用。
|
SM2008-0L-AQ25(左);M2008 0.5 MHz 探头(中);SM2008-0L-SC(右)。 |