
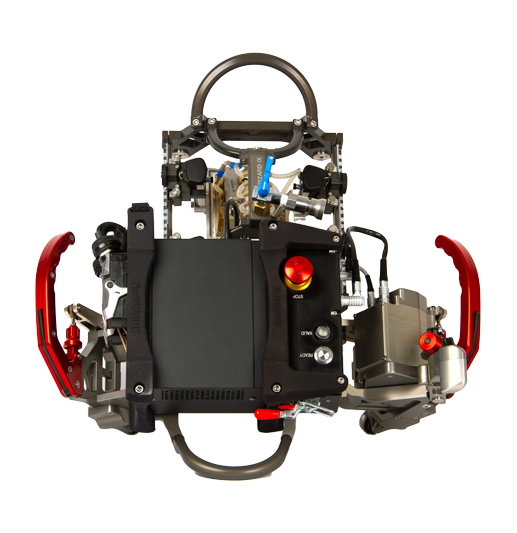
Das PipeWIZARD iX Prüfsystem für Rundschweißnähte ist für anspruchsvolle und extreme Bedingungen ausgelegt, von kalten subarktischen Regionen bis hin zu heißen Wüsten. Das PipeWIZARD iX System wird zur Erkennung von Fehlern, wie Bindefehlern, ungenügender Durchschweißung, Porosität, Einbrandkerben, Kantenversatz, vertikale Versätze, Risse, Kaltschweißstellen, Einschlüsse usw. eingesetzt und passt sich an allen Rundschweißnahtprofilen an:
Alle Schweißnahtprofile, einschließlich J-Fase, V-Fase, Doppel-V-Naht, X-Naht usw.
Typische Rohrwanddicken ab 6 mm (0,25 Zoll) bis zu 35 mm (1,4 Zoll); für dickere Rohrwände sind andere Optionen verfügbar.
Rohrdurchmesser ab 168 mm (6,625 Zoll) bis 1524 mm (60 Zoll).
Rohrmaterialien, von herkömmlichen Kohlenstoffstahl bis hin zu komplexeren Zusammensetzungen, wie Inconel und beschichtete Rohre.
Für die Prüfung von Pipeline-Rundschweißnähten ist die automatisierte Ultraschallprüfung (AUT) der Ersatz für die herkömmliche Durchstrahlungsprüfung.
Einige offensichtliche Vorteile der AUT verglichen mit der Durchstrahlungsprüfung:
Nutzen Sie die vielseitig einsetzbare fortschrittliche Phased-Array- und konventionelle Ultraschalltechnologie des PipeWIZARD iX Systems:
Rundschweißnähte können gemäß internationalen Standards, Normen und Vorschriften, die für die Pipelineindustrie offshore und onshore gelten, validiert werden. Mit dem PipeWIZARD iX System können AUT-Prüfungen durchgeführt werden, die den folgenden Normen und Standards entsprechen:
Je nach den Spezifikationen eines Unternehmens können die Genauigkeit der Größenbestimmung von Fehlern und die Auflösung erhöht werden, sodass sie die vorgegebenen Werte übersteigen.

Copyright EVIDENT, All rights reserved.
Terms Of Use | Privacy Notice | Cookies | | About Us | Careers | Careers | Sitemap
Copyright EVIDENT, All rights reserved.
Terms Of Use | Privacy Notice | Cookies | | About Us | Imprint | Careers | Careers | Sitemap